FGD and DeNOx
NEWSLETTER
September 2019
No. 497
Table of Contents
TECHNOLOGY
Wet Lime Systems Have a Number of Benefits Compared to Limestone Systems
India
Needs Additional High-Quality Hydrated Lime Production
Circulating Fluid Bed Scrubber
Could Be the Best Choice for Many Indian Power Plants
Enhanced Hydrated Lime (EHLS) Has a Number of Advantages
Improving the FGD Absorber and ESP Performance at Iskenderun Power Plant
Valves for Spray Tower Type FGD System
High Priority on Valve Specifications for Indian
Limestone FGD Systems
The Shower Versus the Bubble Bath Principle for FGD
Indian Power Lobby Presses for Further Delay in Pollution Standards
Determining True Cost for Dry Scrubbing through Coal Fired Power Plant Decisions
Upgrading Limestone Scrubber System
Summary of Air Emissions from the First Year Operation of Jea’s Northside
Generating Station
Upgrade FGD Systems with An Absorber Tray Says B&W
COMMERCIAL
Carmeuse Exporting Lime to India from Oman
Chiyoda and Larsen & Toubro are Offering the Chiyoda FGD Systems to Indian Power
Plants
Thermax and MET Pursuing South Asian Market with Wet and Dry FGD Technology
TSGenco Moving Forward with Air Pollution Control Upgrades at Four Units
Totaling 1800 MW
Yokogawa Process Optimization Reduces Yearly Costs in Limestone FGD System in
Japanese Power Plant
Analysis of Indian FGD Suppliers
Doosan Is Active in India and Around the World in the Full Range of APC
Equipment
Indure Is A Large Indian EPC Company with APC Licenses
BHEL Is the Leading Supplier of Power Plants and FGD Systems in India
ISGEC Has Licenses from Multiple International APC Suppliers
GE Is the Second Largest FGD Supplier in India
Hamon Indian Subsidiary Selling Cooling Towers, Chimneys and Air Pollution
Control Equipment in India
Rieco Offers A Limestone FGD System with A Venturi Scrubber for Particulate
removal
Andritz Offers Wet and Dry FGD Systems in India
Larsen and Toubro Designs Plants, Air Pollution Control Systems and manufactures Components Such as Valves
Circulating Fluid Bed Scrubber Could Be the Best Choice for Many Indian Power
Plants
Adage Automation Supplies 127 CEMS For Reliance Industries
Bids Close for DSI for 4 x 210 MW of DSI Systems at Punjab State Power Roopnagar In September 2019
Tata Power March 2019 Bid Request For 1x67.5-MW DSI FGD System
Valmet Uses the Condensing Scrubber Technology to Recover Heat
JGC Supplying Dry Scrubbers and NOx Control
Mississippi Lime Completes Acquisition of Southern Lime
Fortum Has Combustion Modification Order from Hindalco
BHEL Has 13 Orders for Selective Catalytic Reduction (SCR) System to Reduce NOx
BHEL Has Order for FGD Systems at the 4x250-MW Nabinagar Project of BRBCL
ECOMAK Supplies Precipitator Upgrades and the Venturi Option Could Be Combined With FGD
United Conveyor Has Dadri Order For DSI
Envea Pursuing FGD CEMS Market in India
Johnsen Chemicals Has A Combustion Catalyst
That Lowers Pollutants
EPP Provides FRP Scrubber Vessels
Uniphos Provides Particulate and Gas CEMS
LeBracs Supplies Rubber Lining for Vessels and Ducts
Carmeuse Exporting Lime to India from Oman
Sorbacal® SPS Used in CDS and DSI Systems
Lhoist Announced Possible Price Increases of 11 percent Last December
Lhoist Market Share in Asia
CONFERENCES
Leveraging DSUA Expertise to Assist Indian Utilities Participating in SOx-NOx
Conference
_________________________________________________________________________________________________________________________________________________________________________________________
TECHNOLOGY
Wet Lime Systems Have a Number of Benefits Compared to Limestone Systems
Carmeuse has made of process comparison high magnesium lime to limestone Thiosorbic versus Limestone Forced Oxidation (LSFO)
Lower Power Consumption §1.4 percent versus 2.0 percent for LSFO for
high-sulfur coal
Higher Reagent Utilization §99.9 percent versus up to 97 percent for LSFO
Better Gypsum Quality §98-99 percent pure, bright white versus 95 percent,
brown or tan for lime
India
Needs Additional High-Quality Hydrated Lime Production
The
present existing manufacturing capacity in India for the manufacture of hydrated
lime is not sufficient to meet the growing demand of its dependent chemical and
other industries. Raw materials, process equipment’s, and the necessary know-how
involved in the manufacture of hydrated lime are available indigenously but are
not sufficient to produce quality Hydrated Lime using high reactive quicklime
produced from modern twin shaft kilns. It is most important to
automatically control the feed rate of the water and quicklime to produce
maximum high-quality hydrated lime of A Grade, especially when we have to
hydrate the high reactive lime coming from Twin Shaft Kilns. Further the design
should take care of all the points mentioned above.
The
Indian designed plants are not very effective to handle the high reactive lime.
Circulating Fluid Bed Scrubber
Could Be the Best Choice for Many Indian Power Plants
Sumitomo SHI FW has made a detailed analysis comparing CFB scrubbers to wet
limestone scrubbers without wallboard quality gypsum production. The lower
quality of limestone available, the expected 15-year life for the older plants
to which the system may be applied, and the much lower capital cost of the CFB
design are key aspects in the determination. Here are the factors and
calculations for a 300-MWe pulverized boiler contained in the linked paper.
This
full paper will be posted to the Coal-Fired Boiler Intelligence System and
further analyzed in the FGD & DeNOx Newsletter. It will be available for
discussion in a pre-conference webinar taking place in late August and to
attendees at DSUA in Kansas City, SOx-NOx India and registrants to the Power-Gen
New Orleans emerging market tutorial. The creation of specific cost factors is
very valuable as a foundation for discussions of various alternatives in India,
the U.S. and other countries.
Enhanced Hydrated Lime (EHLS) Has a Number of Advantages
According to Lhoist, EHLSs provide the following benefits compared to standard hydrated lime:
Operating cost savings: EHLSs typically reduce sorbent usage by ≥30 percent
over standard hydrated lime sorbents. This results in a lower annual spend
on sorbents.
Less impact on the ESP/BH filter: lower sorbent dosage rates will result in
less dust loading to particulate capture equipment. Less dust to an ESP may
directly impact particulate collection efficiency, and for a BH filter this
could impact bag cleaning cycle frequency. Particle sizes play a critical
role in ESP/BH operational efficiencies. Respective equipment manufacturers
should be consulted on particle size guidelines.
Fuel and raw material flexibility: if a lower cost fuel or raw material
becomes available but results in increased acid gas emissions, then an EHLS
can provide additional flexibility. This is because it has the ability to
achieve higher acid gas removal efficiencies than standard hydrated limes,
without having to modify the existing DSI system.
Increased storage silo capacity: lower sorbent consumption using EHLSs
results in more days of available storage in a fixed silo volume. Hence,
reducing sorbent consumption by 50 percent equates to doubling the silo
storage capacity.
One DSI system for acid gas and Hg control: EHLS blended with PAC is
available and precludes the need for two separate systems.
These benefits are a result of the EHLS’s engineered and improved physical
properties, which are designed to enhance acid gas reactivity.
Improving the FGD Absorber and ESP Performance at Iskenderun Power Plant
Lechler
twin-absorb nozzles were selected for the modification, which was applied to
three levels. For each level, the number of recirculation nozzles was increased
from 66 to 128 with smaller diameters and flow rates without changing the
liquid/gas ratio of each spray level. By increasing the recirculation nozzle
quantity, a larger scrubbing area—meaning minimization of the amount of
untreated raw gas — can be covered in the absorber. Thus, the SOx
emissions were reduced.
Three
different types of nozzles were used for the modification. The nozzles close to
the absorber wall were full-cone with 90˚ spraying angle, nozzles close to the
main header were hollow-cone with 90˚ spraying angle, and nozzles at the center
are hollow-cone with 120˚ spraying angle. The new type of nozzles also reduced
the SOx emission due to their secondary atomization property, which
occurs by the impingement of the recirculating slurry particles. The impingement
effect of the particles makes the slurry droplets fragment into very small grain
sizes which increases the surface area of the slurry. Thus, the reacting surface
area also increases. The increased reaction surface area of the slurry increases
the amount of the chemical reaction between slurry and SO2.
The
new type of nozzles also reduced the SOx emission due to their
secondary atomization property which occurs by the impingement of the
recirculating slurry particles. The impingement effect of the particles makes
the slurry droplets fragment into very small grain sizes which increases the
surface area of the slurry. Thus, the reacting surface area also increases. The
increased reaction surface area of the slurry increases the amount of the
chemical reaction between slurry and SO2.
Valves for Spray Tower Type FGD System
With
the spray tower scrubber design there are a number of valves required. ITT
reports that depending on size and layout, the FGD process in coal-fired power
plants typically requires anywhere from 100 to 200 valves. In the process of
transporting and handling the limestone slurry, knife-gate valves up to 60
inches in diameter may be needed. Because the limestone slurry is abrasive on
the front end of the FGD process and slightly caustic after reacting with the
flue gas, the knife-gate valves used in FGD are required to have upgraded
materials including replaceable urethane liners.
For
FGD slurry applications, additional considerations for knife-gate valves include
specifying a product with a robust seal design that does not discharge media to
the environment as well as a scraper design that is incorporated into the liners
to clean the gate during operation and prevents media build up in the chest
area.
For
smaller valve sizes, diaphragm valves provide a reliable and economic solution
in FGD slurry applications. The specified valves should be able to be easily
maintained in-line. Other considerations in choosing a diaphragm valve for this
service is that they should feature thick rubber liners, there should be no
packing glands to maintain and the diaphragm should be able to close over
suspended solids.
In
the Babcock Power process, there
are isolation valves for each of four spray header stages and pumps.
The
2008 BPE presentation with details
on each of the FGD sub processes is displayed at
http://wpca.info/pdf/presentations/APC_Savannah_July2008/FGD%20Design%20and%20Operating%20Criteria.pdf
High Priority on Valve Specifications for Indian Limestone FGD Systems
In
2017 the Central Electricity Authority
released detailed specifications for limestone FGD systems. The bid
awards have been to suppliers who had the fewest deviations from the
specifications.
Here
are excerpts pertaining to valves:
STANDARD TECHNICAL SPECIFICATION FOR RETROFIT OF WET LIMESTONE BASED FLUE GAS
DESULPHURISATION (FGD) SYSTEM IN A TYPICAL 2 x 500 MW THERMAL POWER PLANT—CEA
specifications issues 2017.
All
metallic valves coming in contact with corrosive fluids shall be rubber lined
metallic valves or of proven material suitable for the duty involved.
2.8.22 Valves, Drains, etc.
(i)
All valves shall be suitable for the service conditions i.e. fluid flow,
temperature and pressure under which they are required to operate and those
performing similar duties shall be interchangeable with one another unless
otherwise approved.
(ii)
All gate valves shall be of the full way type unless otherwise approved and when
in the full- open position, the bore of the valve shall not be obstructed by any
part of the gate. Globe valves shall have curved, or spherical seating and the
discs shall be free to revolve on the spindle.
(iii)
All non-return valves shall have an arrow cast or embossed on the side of the
valve body to indicate the direction of flow. For severe service conditions,
cushioned check valves are preferred to obviate valve clatter. In case of the
swing check valves, the body seat shall be inclined at such an angle to the
vertical so as to facilitate closing and prevent clatter.
(iv)
The internal diameter of all valve ends to be connected to pipes shall be the
same as the internal diameter of the pipe to which they are joined so as to
minimize use of reducers/expanders.
(v)
Where applicable valves shall be of the outside screw and yoke type.
(vi)
Wherever necessary, valves shall be fitted with indicators so that percentage of
valve opening can be readily determined. Standard Technical Specification for
Retrofit.
(vii)
Manually-operated valves shall be operable by a single man capable of exerting
35 kg force (max) at the valve. Wherever more force is required to operate the
valve, gear mechanism shall be provided.
(viii) All sampling and root valves furnished shall be of integral body bonnet
type.
(ix)
Where necessary for the safe and efficient operation of the plant, valves shall
be provided with both hand and actuator operating gear. The valves shall be
complete in all respects including actuator and necessary limit switches, torque
limit switch linkages etc.
(x)
Each motorized valve shall be supplied with two sets of position-operated
adjustable limit switches each for open and close positions for signaling and
interlocking. In addition, two numbers torque limit switches (one for fully open
position and the other for fully closed position) shall be provided.
(xi)
In case of regulating valves, provision shall also be made for suitable two
numbers resistance position transmitters for remote position indication.
(xii)
All gate and globe valves shall have bonnet-back seating arrangement to
facilitate easy replacement of packing with the valves in service.
(xiii) All gate, globe and check valves shall be designed for reconditioning of
seating surfaces and replacement of stem and disc without removing the valve
body from the line.
(xiv)
Wherever there is a provision for local control of valves, position indicator
shall be readily visible from the operation position.
(xv)
All valves and specialties shall bear tag numbers for identification.
(xvi)
The scheme/arrangement of valves and fittings shall be such that it shall be
possible to do the maintenance of the control/regulating valves and
spare/standby equipment without shutting down the FGD plant. All the control
valves in the system shall be of 2x100 % capacity with proper isolating valves
upstream and downstream of control valve for maintenance. The valves located in
the inaccessible positions shall be motorized even if not required functionally.
(xvii) Necessary drain lines with valves of adequate size for draining the
system and to achieve low pressure loss and low noise level shall be provided.
All the drain lines shall be led to the nearest waste water treatment plant. The
air release valves shall be fitted with an inverted ‘U’ pipe on the outlet and
drain piping to the nearest drain. All drain and air release valves shall be
located in positions convenient for operation. No drain line shall be sized
below 25 mm ID. All drain lines shall be provided with two isolating globe
valves in series.
Construction I of Control Valves
(v) Valve Construction
All valves shall be of globe body design & straightaway pattern with single
or double port unless otherwise specified or as recommended by the
manufacturer as per process requirement. Rotary valves may alternatively be
offered when pressure and pressure drops permit.
Valves with high lift cage guided plugs & quick- (change trims shall be
supplied in case of globe type valves.
Cast iron valves are not acceptable.
Bonnet joints for all control valves shall be of the flanged and bolted type
or other construction acceptable to the Purchaser. Bonnet joints of the
internal threaded or union type will not be acceptable.
Plug shall be one-piece construction either cast, forged or machined from
solid bar stock. Plug shall be screwed and pinned to valve stems or shall be
integral with the valve stems.
There
are detailed specifications of materials with 316 SS and stellite trim
specified.
There
are some other valve-related specifications in this 400-page document.
http://www.cea.nic.in/reports/others/thermal/tetd/sts_fgd_tpp.pdf
The Shower Versus the Bubble Bath Principle for FGD
With
possibly 100,000 MW of spray tower scrubbers in India, which are specified in
such a detailed manner as to stifle innovation, it is worthwhile to review the
history and general principles. The scrubbing choices can be likened to a bubble
bath versus a shower. It takes a lot more water for the same level of
cleanliness with the shower.
The
original FGD scrubbers used the bubble bath principle. Marbles or ping-pong
balls were supported by a screen or perforated plate. A turbulent or foamy zone
created in this matrix provides a large liquid-gas interface area. The energy
required to form this matrix can be varied from 2 in.to over 6 in. w.g.
The
original suppliers of the fluid sphere scrubbers were
UOP and Environeering. B&W partnered
with UOP and Combustion Engineering partnered with Environeering to supply the
world’s first limestone scrubbing systems for power plants.
The
coal-fired power plant temperature excursions resulted in shattered glass
marbles and melted ping-pong balls. The solution taken by B&W was to take out
the balls and rely on the turbulent layer created above the perforated support
tray. Presently, the company offers one or two tray designs. B&W has been a
leading FGD supplier over the years.
The
bubble bath approach is also used by
Chiyoda. The flue gas blasts into the sub surface of the pool and creates
a foamy zone. There are large numbers of these scrubbers in operation in Japan
and the U.S.
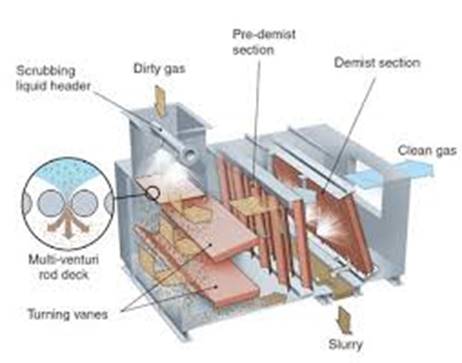
Environeering switched from marbles to rod decks in either a downflow or upflow
mode. In the compact downflow mode both particulate and acid gas are captured. A
number of companies offer rod deck designs. The most recent is Andritz.
The
choice between a spray tower and these turbulent zone designs is a choice
between increased fan or pump horsepower. The spray tower requires large amounts
of slurry to be pumped to the top of a tower. The Chiyoda scrubber does not
require any pumping but does require increased fan horsepower to overcome an
extra 4-6 in. w.g. pressure drop.
There
has not been robust debate regarding the alternatives. McIlvaine will be
soliciting comments from the major suppliers of both types and create a written
debate. Let’s start with the opinion of Bob McIlvaine.
Bob
McIlvaine, “It has been decades since I was directly involved.
So, I start with that reservation. But as an observer, I believe that too
much emphasis has been placed on the shower approach and not enough on the
bubble bath.
The
Rod D`eck scrubbers, such as those operating for decades at Duck Creek and
Mississippi and Philadelphia Electric, have the advantages of high SO2
removal, small footprint, and low maintenance. It may be possible that some of
the spray tower advances over the years have made this alternative a better
choice. But it would seem that the bubble bath approach is superior. It is
conceded that mist elimination becomes more of a problem. When you tear droplets
apart you have smaller droplets. So, you have to have better mist elimination.
Fan horsepower is increased but pump horsepower is decreased.
Control of the operation may be a bigger challenge for the bubble bath type
scrubbers. The Chiyoda 121 is clearly the simplest design. The question is
whether maintenance is higher than in a spray tower design and whether control
is more difficult.
There
is also a hybrid mode for spray towers. Researchers have found that accelerating
the gas flow through the spray tower increases SO2 efficiency. So
even though contact time is less, there may be more liquid-gas surface area due
to liquid holdup and droplet fragmentation.”
We
welcome comments and debate on this subject. Ideally, we can create a comparison
chart with total horsepower for one approach vs another for various efficiency
requirements. Does the hybrid have the advantages of both designs or not? We can
also compare reliability and maintenance on some quantitative basis.
Indian Power Lobby Presses for Further Delay in Pollution Standards
India’s Ministry of Power is lobbying the national government to further delay
the deadline for compliance with new air pollution and water consumption
standards for coal-fired power plants. The standards were originally intended to
come into effect in December 2017 but was extended until 2022 after lobbying
from power producers. Now, in a Supreme Court case over air pollution, the
government has stated that it plans to change the standard for oxides of
nitrogen (NOx) emissions to allow coal-fired power plants to emit 450
milligrams per normal cubic meter (mg/Nm3) compared to the original
standard of 300 mg/Nm3. Nitrogen oxides pollution contributes to smog
formation and increases the likelihood of respiratory problems.
Determining True Cost for Dry Scrubbing through Coal Fired Power Plant Decisions
Dry
scrubbing is one of the options used by coal-fired power plant operators to
capture SO2, sulfuric acid mist and other acid gases.
44I Coal Fired Power Plant Decisions provides a forum for end users
and suppliers to determine which pollution control options are best for a
specific plant. Because of lack of
water, low SO2 concentrations, weak gypsum market demand, and other
factors a dry rather than wet scrubbing solution may be the best choice.
The
choice is made more complex by the need to address multiple pollutants. Dry
scrubbing is effective in removing SO3 whereas this is not true of
wet scrubbers. With the addition of activated carbon, dry scrubbers can also
remove mercury. There are multiple dry scrubber designs. Some are better with
higher sulfur levels. So, the fuel becomes one variable in the pursuit of the
lowest total cost of ownership solution.
The
circulating fluid bed (CFB) scrubber functions by passing the acid gas through a
fluidized bed of lime particles. Circulating Dry Scrubbers (CDS) entrain and
then separate the particles. Lime or sodium particles are injected into the flue
gas duct with Dry Sorbent Injection (DSI) systems. The catalytic filter uses the
DSI principle ahead of a ceramic filter medium with embedded catalyst for both
particulate control and NOx reduction.
There
are several materials, fibers, media configurations and element designs that are
utilized. The collection media in the fabric filter has a major impact on cost.
The optimum gas velocity can vary depending on the media selected. If the
velocity can be doubled then the size of the unit can be halved. Instead of 4000
bags for a big installation maybe only 2000 would be needed.
On
the other hand, the cost of ownership is significantly affected by the bag life.
If bags last one year rather than four or five years, then bag costs become a
significant part of the total expense.
The energy cost is also a factor. Energy consumption increases in direct
proportion to velocity. It also increases in direct proportion to the thickness
of the dust cake on the filter media.
In
the case where only particulate is to be captured it is best to establish a
semi-permanent cake on the bags and then pulse off the new cake. In accounting
terms this is LIFO (last in first out).
However, for dry scrubbing it is best to remove the reacted gypsum and
retain the fresh lime (FIFO). The
industry has not formally addressed FIFO vs. LIFO and needs to do so.
The
need to maximize acid gas capture and the resultant substantial increase in
particulate loading affects the choice of fibers and filter media. The type of
cleaning (reverse air or pulsing with compressed air) also determines the
selection of the lowest true cost medium.
The
fuel or product being calcined or treated also impacts the medium. If a high
sulfur fuel is burned, the costs of dry scrubbing are comparatively higher than
if a low sulfur fuel is burned.
Various fibers react differently to various combinations of acid gases,
temperature and humidity. One fiber may handle SO2 and HF in
relatively humid conditions at 300 F whereas another cannot.
Temperature resistance is important for several reasons. One is that a fiber
which can withstand the temperature excursions will have a longer life than one
which is dependent on more perfect operation of the system.
Another consideration is the potential to recover heat.
An
alternative to glass and polymeric resins is a ceramic fiber matrix. Elements
can contain embedded catalysts. Dry sorbent injection ahead of the ceramic media
can be utilized to provide removal of dust and acid gases while reducing NOx.
The resultant clean hot gas at 600°F or higher can then be directed to an
efficient heat exchanger and most of the potential energy recovered.
The
material, fiber design, media construction and filter element shape all have to
be designed to address the unique requirements of the application and the
technology being employed.
The
two major fiber types are glass and polymers.
Type of Fiber
Glass
Polymers
Construction
Woven generally but also some non-woven
Non-woven
•
Laminates
•
Laminate with
Membrane
Lamina\aminate with Membran
Performance varies both in terms of temperature, abrasion and chemical
resistance.
Fiber
Type
Max
Continuous
Temperature
Chemical
Resistance
Abrasion Resistance
PPS
Felted
375
Excellent
Excellent
PTFE
Woven
450
Excellent
Fair
Fiberglass
Woven
450
Good
Fair
P84
Felted
500
Very Good
Excellent
There
are differences in laminates with multiple non-woven layers being employed with
varying support materials and designs. Fiber shape is also a variable.
There
are mountains of information available on all the different variables.
Determining which information will help select the lowest total cost of
ownership product is a daunting task. The answer is “shared responsibility and
collaboration.” Organizations focused on components such as filter media or
reagents can contribute but only if there is a clear path on how to do so. The
Dry Scrubber Users Group, which is focused on the subject in the broadest terms,
can be the catalyst to help bring other organizations into what can be titled a
True Cost program. The program can provide access to the needed evidence for
validation of lowest total cost of ownership. Conferences and exhibitions can
provide a forum for actual validation of supplier claims. The categories include
component-related conferences as well as industry conferences.
Shared responsibility and collaboration are best driven by suppliers who are
convinced that their product has the lowest true cost and are willing to help
provide all the evidence, pro & con, to support their position.
Coal Fired Boiler Decisions has a Dry
Scrubber Decision Guide, a monthly FGD newsletter and another newsletter just on
Fabric Filters. Information has been compiled for this service for 45 years.
Collaboration with publishers and conference organizers includes dry scrubbing
tour maps and networking at exhibitions.
Coal
Fired Power Plant Decisions
is being offered free of charge to utility operators. Suppliers can participate
with just a $1600/yr. subscription. For more information click on
44I Coal Fired Power Plant Decisions.
Bob
McIlvaine can answer your questions at 847-784-0013; Email:
rmcilvaine@mcilvainecompany.com.
Upgrading Limestone Scrubber System
MET
has one of the largest reference lists of FGD scrubbers with some of the systems
dating back more than 40 years. There are several ways to improve performance by
improving the distribution and quantity of the sprayed liquid. Another option is
to install a tray in an existing open spray tower. This paper was presented in
2012 but will prove useful to owners thinking about upgrades.
Summary of Air Emissions from the First Year Operation of Jea’s Northside
Generating Station
This
was a 2003 paper, but information is relevant today. Each CFB’s Dry Scrubbing
System consists of a Wheelabrator Air
Pollution Control, 48 ft. diameter, spray dryer absorber followed by an eight
compartment JET VIP™ intermediate pressure pulse jet fabric filter. The slurry
pumping and valve system is designed to isolate individual atomizing nozzles for
repair during operation. The paper does not detail the valve description or
manufacturer but at DSUA meetings, there have been several discussions on the
Fujikin valves for this service.
https://cdn.ymaws.com/www.icac.com/resource/resmgr/MercuryControl_PDF%27s/ICAC03_Goodrich.pdf
Upgrade FGD Systems with An Absorber Tray Says B&W
Retrofitting an absorber tray into an open spray tower is an effective way to
maximize the contact between the flue gas and the slurry. The tray maximizes the
contact between the gas and the slurry due to the vigorous frothing action that
occurs on the tray. The absorber tray also evenly distributes the flue gas flow
across the absorber cross-section, promoting optimum contact as the flue gas
passes through the absorber spray levels.
https://www.babcock.com/resources/learning-center/absorber-gas-liquid-contact-devices
COMMERCIAL
Carmeuse Exporting Lime to India from Oman
Carmeuse Majan, a
Salalah Free Zone company, operates a lime kiln at full capacity of 400 tons per
day (tpd). It is ready for growth depending upon availability of natural gas,
which is crucial for any expansion.
Wael
Abdalla Carmeuse Majan’s General Manager presented an ambitious picture.
“Development of four kilns is our current expansion plan. Of that, the second
kiln investment preparations have already started and gas allocation to the
second kiln at the soonest is an absolute necessity,” he said and added that in
10 to 15 years from now Carmeuse Majan would have eight kilns.
He,
however, reiterated the urgent need of gas to meet the company’s target. “This
will require gas allocation to support a third and fourth kiln within three to
five years and to support fuel needs for four kilns in 8 to 15 years.”
Carmeuse lime, according to Abdalla, is in very good demand in India and other
countries and called for seizing the opportunity of organic market growth and be
ahead of competition from UAE, Malaysia, Vietnam, etc.
Commenting on some of the broad industry trends and developments taking place in
his market, Abdalla termed India as the main target market at the current stage
as the steel industry is the main consumer of quick lime in the Indian market.
“Lime
demand in India is projected to grow from seven to 12 million tons by 2020
driven by the fast-growing steel industry. Reports suggest that India aims to
achieve 300 million tons of annual steel production by 2025-30,” he said.
The
lime is ideal for a large variety of high demanding applications such as steel,
paper, water and waste water, agri-food, construction, flue gas cleaning,
chemical industry and others. The majority of the production is exported to
India.
BPE and ISGEC Moving Forward on Two FGD Projects In India
The
full presentation is provided at:
http://www.mcilvainecompany.com/Decision_Tree/subscriber/Tree/DescriptionTextLinks/Wet_FGD-SOx_NOx_2018.pdf
Chiyoda and Larsen & Toubro are Offering the Chiyoda FGD Systems to Indian Power
Plants
Chiyoda and L&T
have an agreement to supply CT-121TM
process technology for Indian SO2 emitters. There are 83 CT-121TM
units worldwide, and where environmental regulations are stringent, the CT-121
process has more than 20 percent share in Japan and the U.S. The Chiyoda
Thoroughbred 121TM
FGD process is a unique technology developed by Chiyoda in which SO2
is absorbed from flue gas generated by coal-fired, oil-fired and other types of
boilers and removed as gypsum. Unlike conventional processes in which the
reagent slurry is sprayed on the flue gas, the CT-121TM
process uses Chiyoda’s unique absorber, the Jet Bubbling Reactor (JBR), in which
the flue gas is blown into the reagent slurry, forming a fine bubble bed where
SO2 is absorbed, oxidized by injected air, and then neutralized by
ground limestone slurry. Due to the problem with supplying rolled steel plate to
the job site and the relatively compact design of the 121 scrubber, it would
seem that the design has an economic advantage. In the U.S. some of the scrubber
vessels are FRP. In one case a 100 ft diameter FRP scrubber is utilized in a
U.S. power plant.
There
are over 100 articles on the Chiyoda 121 in
Coal-Fired Power Plant Decisions.
12
pages of results. Sorted by relevance/Sort
by date
(1)
Chiyoda System Achieving 98+ Percent Efficiency at Dayton Power & Light Killen 2
...FGD
and DeNOx NEWSLETTER March 2008 No. 359 Chiyoda System Achieving 98+ Percent
Efficiency at Dayton Power & Light Killen 2 Black & Veatch (B &V...
Terms matched: 1 - Score: 84 - 1 Apr 2008 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl359/Chiyoda%20System%20Achieving%2098+%20Percent%20Efficiency%20at%20Dayton%20Power%20%26%20Light%20Killen%202.htm
(2)
Large Number of FGD Contracts Decided including 4400 MW for Chiyoda
...
September 2005 No. 329 Large Number of FGD Contracts Decided including 4400 MW
for Chiyoda Utility companies are moving up their scrubber installation dates to
take advantage of the higher...
Terms matched: 1 - Score: 74 - 3 Sep 2007] - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl329/Large%20Number%20of%20FGD%20Contracts%20Decided%20including%204400%20MW%20for%20Chiyoda.htm
(3)
B&V and Chiyoda Renew Agreement
...FGD
and DeNOx NEWSLETTER June 2008 No. 362 B&V and Chiyoda Renew Agreement B&V has
renewed its exclusive licensing agreement with Chiyoda Corporation for Chiyoda's...
Terms matched: 1 - Score: 74 - 1 Jul 2008 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl362/B%26V%20and%20Chiyoda%20Renew%20Agreement.htm
(4)
Chiyoda CT-121 for Georgia Power Bowen 1-4
...FGD
and DeNOx NEWSLETTER March 2005 No. 323 Chiyoda CT-121 for Georgia Power Bowen
1-4 Chiyoda Corp. signed a contract with Southern Company Service, Inc. (...
Terms matched: 1 - Score: 74 -
3 Sep 2007 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl323/Chiyoda%20CT-121%20for%20Georgia%20Power%20Bowen%201-4.htm
(5)
Chiyoda CT-121 FGD System for Asnaes
...FGD
and DeNOx NEWSLETTER August 2008 No. 364 Chiyoda CT-121 FGD System for Asnaes
Chiyoda Corp. has reached an agreement with Danish company Burmeister & Wain
Energy AS...
Terms matched: 1 - Score: 72 - 21 Aug 2008 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl364/Chiyoda%20CT-121%20FGD%20System%20for%20Asnaes.htm
(6)
Southern to Add FGD at Gorgas and Bowen
....
Bowen is slated for the fourth quarter 2007. Southern is a licensee of Chiyoda.
It has its own engineering group (Southern Services). But since it...
Terms matched: 1 - Score: 63 - 3 Sep 2007 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl301/Southern%20to%20Add%20FGD%20at%20Gorgas%20and%20Bowen.htm
(7)
Multi-Pollutant Control with a Chiyoda CT-121 FGD
...FGD
and DeNOx NEWSLETTER February 2002 No. 286 Multi-Pollutant Control with a
Chiyoda CT-121 FGD N. Miyata and S. Kido of Chiyoda Corp., P....
Terms matched: 1 - Score: 54 - 3 Sep 2007 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl286/Multi-Pollutant%20Control%20with%20a%20Chiyoda%20CT-121%20FGD.htm
(8)
Chiyoda FGD Installed at 147-MW Asnaes 2 in 23 Months
...FGD
and DeNOx NEWSLETTER February 2011 No. 394 Chiyoda FGD Installed at 147-MW
Asnaes 2 in 23 Months Dong Energy completed a Chiyoda wet limestone CT-121 FGD
system on...
Terms matched: 1 - Score: 54 - 3 Mar 2011 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdnl394/Chiyoda%20FGD%20Installed%20at%20147-MW%20Asnaes%202%20in%2023%20Months.htm
...Power
Station in China" by Tadashi Ito, Takao Kameda and Akira Kumagai, Chiyoda
Corporation, Yokohama, Japan. 10 p. The installation of ChiyodaThoroughbred-121...
Terms matched: 1 - Score: 54 - 3 Sep 2007 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/fgdabs06/sept/HH%2006%2009%2005%20%E2%80%9CSuccessful%20Completion%20CT-121%20FGD%20Plant%20for%20Two%20600%20MW%20Taishan%20Coal-Fired%20Power%20Station%20in%20China%E2%80%9D.htm
(10)
Chiyoda Catalyst Decomposes Dioxin
...FABRIC
FILTER NEWSLETTER May 1999 No. 283 Chiyoda Catalyst Decomposes Dioxin Chiyoda
Corp. (Tokyo) has developed a proprietary catalyst that decomposes dioxin at
normal pressure and...
Terms matched: 1 - Score: 54 - 3 Sep 2007 - URL:
http://www.mcilvainecompany.com/ppks/subscriber/ffnl283/Chiyoda%20Catalyst%20Decomposes%20Dioxin.htm
Result Pages: 1
2
3
4
5
6
7
8
910
11
Next >>
Thermax and MET Pursuing South Asian Market with Wet and Dry FGD Technology
Marsulex Environmental Technology and Thermax
are partnering to pursue South Asian markets with two MET technologies. One is
wet limestone FGD systems and the other spray dryer absorber systems. Thermax is
a billion-dollar corporation with a concentration in combust, flow and treat for
power, waste-to-energy and other industries.
MET
is the result of a number of mergers. However, it can claim to be the original
spray tower limestone scrubber company. Ab Saleem at
Ontario Hydro was the leader in a
utility-backed effort to develop a scrubber with no internals and potential for
plugging, In the early days, the chemistry control was poor. His spray tower
design was adopted by GE, which eventually sold it to MET. Until this
development, the choices were perforated plates, ping-pong balls, or
marbles, Total FGD awards over the years exceed 100,000 MW.
Improvements in the technology continue.
MET
also has a spray dryer absorber with patented technology.
Details on the technologies were discussed at a previous SOx-NOx conference and
available at
http://soxnox.missionenergy.org/presentations/Thermax-G%20Shrikant.pdf
TSGenco Moving Forward with Air Pollution Control Upgrades at Four Units
Totaling 1800 MW
The
Telangana Generation Corp. has awarded
BHEL contracts for two air pollution control projects in the State.
BHEL has
been
contracted to install Flue Gas Desulfurization (FGD) plants and additional
Electrostatic Precipitators at the seventh stage of the Kothagudem Thermal Power
Station (KTPS), which was commissioned in December and the ongoing Bhadradri
Thermal Power Project (1080 MW). All the contracts put together are worth ₹ 920
crore.
The
generation corporation has invited tenders for preparation of detailed project
reports for installation of the equipment at the existing four units of KTPS,
which have an aggregate installed capacity of 1800 MW.
TSGenco Chairman D. Prabhakar Rao said Telangana had higher emission level
problems with eight units of KTPS, of which three have been retired and had
given an undertaking to the Environment Ministry that five more units of the
station will be retired by December 31 this year. The eight units that had come
under scanner had a generation capacity of 720 MW and were nearly five decades
old. But no decision was taken on their replacement. 4400 MW of coal-fired power
are in operation and 5000 MW is under construction.
Project
Inst. Capacity (MW)
Total (MW)
1x500+1x600
1100
4x60+4x120+2x250+1x500+1x800
3260
1x62.5
4x270
1080 MW Under Construction[8]
1x800
4000 MW under construction
A
700-MW coal-fired power plant in Japan implemented the optimization system
described with a Yokogawa
process management system. This plant runs about 300 days per year at baseload
and is not in operation for the other 65 days of the year. The energy savings
realized by running only the required number of recirculation pumps was 12.4
percent of the unit’s total house load, equating to about $900,000 in energy
savings per year based on market conditions in Japan. Another benefit was
reduced pump run times, which resulted in lower pump maintenance costs and
extended pump life. A third benefit was less limestone usage.
https://www.powermag.com/advanced-process-control-for-optimizing-flue-gas-desulfurization/?pagenum=3
Analysis of Indian FGD Suppliers
With
the potential for 163,000 MW of FGD, the total number of units utilizing wet or
dry technology will exceed 500. Since installation is needed by 2022, several
orders have been placed. We will be providing the details by unit and will be
providing summaries by supplier. We will also provide updated tables in the
Alert every few weeks.
All
the FGD technology is being supplied by international companies. Some companies
also have Indian subsidiaries. However, most of the orders are being booked by
local Indian companies with international licenses.
Indian Company
Wet Technology
Licensor
Unit Orders in India
Dry Technology
Licensor
Andritz
Wet limestone
FGD plus
Andritz
CDS, CFB
Andritz
BHEL
Wet limestone
Double Cont-
MHPS
50 +
BHEL
Wet limestone
spray
Ducon
3
Doosan
Wet limestone spray
Doosan-Lentjes
4 +
CDS
Doosan-Lentjes
GE
Wet limestone spray
GE
15 +
CDS
GE
GE
Seawater
GE
8 +
Hamon
Wet limestone
spray
Hamon
Indure
Wet limestone
seawater
Steinmuller
Babcock
CDS, SDA, DSI
RAFAKO
JGC
CDS
JGC
ISGEC
Wet limestone
Spray (rod)
Babcock Power
3
CFB
SHI-FW
Larsen & Toubro
Wet limestone pool scrubber
Chiyoda
Rieco
Wet limestone
Venturi/abs
Rieco
Thermax
Wet limestone
Spray
MET
2
UCC
DSI
DSI
Doosan Is Active in India and Around the World in the Full Range of APC
Equipment
With
the acquisition of Babcock Contractors
and Lentjes, Doosan is now a leader in air pollution control.
Doosan Lentjes fabric filters for 4 x 205 MWe in Chvaletice
Doosan Lentjes has signed a contract for the supply of fabric filters for a
power plant in Chvaletice, Czech Republic. The main contractor is the local
company ZK Termochem.
The power plant with its 4 x 205 MWe boilers is owned and operated by the Czech
energy supplier Sev.en Energy. All four units will be equipped with new filter
systems, with the filters
for boilers 3&4 being installed first, followed by those for boilers 1&2.
The
current contract includes the delivery of two new low-pressure baghouse filters
downstream of boilers 3 & 4; the contract for the delivery of the filters for
the units 1&2 will be concluded separately.
The
new filter systems will remove solid particulates and secure full compliance
with emission legislation. Both residents and local industry will, thus, benefit
from a reliable and environmentally-friendly supply of electricity and steam. In
addition, the retrofit measures will comprise a more efficient flyash transport
system.
Doosan Lentjes’ scope of work in the project will include engineering, delivery
of key filter internals and the fly ash transport system.
Commenting on the contract; Frank Oberheid, Product Director Air Quality Control
Systems (AQCS) at Doosan Lentjes, said, “This current project is a milestone for
us. It is not only an important filter reference on the Czech market; it again
demonstrates that our technology is competitive and meets state-of-the-art
requirements. Our technology thus makes a valuable contribution to reducing the
environmental impact of local power plants and supports efforts to promote a
clean air.”
Doosan Lentjes building wet limestone system for EUAS
Doosan Lentjes and the local EPC contractor
EKON are currently building a wet
limestone flue gas desulfurization (FGD) plant.
Located in Çan/Çanakkale, the FGD plant is being installed downstream of two
existing circulating fluidized bed (CFB) boilers each with a capacity of 160
MWe. Final client and plant operator is Turkey’s largest electric power entity,
the Electricity Generation Company, EÜAS.
Indian Contracts
Obra-C
STPP, Unit-1&2 (2 x 660 MW): The Boiler and Turbine Foundation work are under
progress. The anticipated dates of commissioning are 21.08.2020 & 21.12.2020
with COD on 21.12.2020 7 21.04.2021 for Unit-I & Unit-II respectively.
Installation of FGD included in EPC contract being executed by M/S Doosan Power
Systems India Pvt. Ltd. (DPSI)
Jawaharpur STPP, Unit-1&2 (2 x 660 MW): Boiler & Turbine Piling work under
progress. The Date of Commissioning is 21.08.2020 and 21.12.2020 with COD on
21.12.2020 & 21.04.2021 for Unit-I & Unit-II respectively. FGD Plant:
Installation of FGD included in EPC contract being executed by M/S Doosan Power
Systems India Pvt. Ltd. (DPSI)
Doosan FGD history involves Marsulex (now MET), Babcock, and Lentjes
Doosan is a large South Korean company which has made strategic acquisitions to
position it as a major supplier to the coal-fired power plant industry. It
purchased Babcock Contractors several
years ago. This gave it FGD
expertise in addition to what it was developing internally and to its license
from Marsulex (now MET Technologies).
Then it acquired Lentjes in 2011.
Therefore, it has experience in wet and dry FGD through these entities.
Here
are links to articles from previous McIlvaine FGD newsletters.
(1)
Doosan Supplies Single Absorber of up to 800 MW
...FGD and DeNOx NEWSLETTER
August 2005 No. 328 two 500-MW FGD systems for the Taean 7 & 8 coal-fired power
plants. Doosan Supplies Single Absorber of up to 800 MW Doosan will complete
construction in 2007 of the two 500-MW FGD systems...Marsulex license
expires in 2011 and Doosan has own design
(2)
FGD Startups for Doosan Lentjes
...FGD and DeNOx NEWSLETTER
February 2012 No. 406 FGD Startups for Doosan Lentjes AE&E Lentjes, acquired by
Doosan, enjoyed rising revenues, profits and employment... this includes
FGD systems in Mainz and Nanchung in the 2005-2009 period
(3)
temp
...FGD and DeNOx NEWSLETTER
April 2019 No. 492 Doosan Supplying 75 MW CFB and Flue Gas Cleaning for Japanese
Biomass Boiler Doosan Lentjes is to deploy its circulating fluidized...
(6)
temp
...FGD and DeNOx NEWSLETTER
February 2017 No. 466 Doosa Lentjes Announced Its Circoclean® Dry FGD
Plant Passed Performance Test Doosan Lentjes announced that its Circoclean...
The power station in Iasi, Romania
(14)
temp
...FGD and DeNOx NEWSLETTER
July 2018 No. 483 Doosan Lentjes and Elsaco Electronic to Supply FGD System for
Romanian---contract by CET Govora SA to retrofit a power station in Romania with
a modern flue gas desulfurization (FGD) system. The contract requires the wet
limestone FGD technology to be applied to the two coal-fired boilers C5 and C6
each with a capacity of 345 MWth.
(21)
temp
...FGD and DeNOx NEWSLETTER
August 2018 No. 484 Doosan received Seawater Scrubber Order for NORCEM in 2017
NORCEM AS, part of the Heidelberg Cement Group, owns and…
Indure Is A Large Indian EPC Company with APC Licenses
Recent power contracts include: Complete
BoP with civil for 1x250 MW Suratgarh TPS of RRVUNL ü BoP
(Mechanical) package for 1x63 MW Renki project of SV Power BoP
package for 2x250 MW Panipat TPS of HPGCL
BoP
package for 2x210 MW Paricha TPS of UPRVUNL BoP
packages for 2x250 MW Bhavnagar Lignite Project (under execution)
Complete
BoP with civil for 2x250 MW Chhabra TPS of RRVUNL (under execution) Complete
BoP package including civil for 2x525 MW Angul Project of Monnet Power
(under execution)
Coal
Handling Plant for 2x660 MW Solapur Super Thermal Power Project of NTPC
(under execution)
DM Plant
for Fujairah Cement, Dibba, UAE for Sinoma Energy Conservation Limited,
China
Indure has considerable experience in dry FGD material handling having supplied
ash handling systems for over 78,000 MW including systems for large units of
size 660 MW and 800 MW. Indure has further enhanced its portfolio for flue gas
desulfurization systems by entering into an alliance with RAFAKO S.A, Poland to
offer Dry/Semi Dry flue gas desulfurization systems to effectively control
pollution from SOx emissions.
RAFAKO is a Polish company dealing with the design, manufacturing, construction
and maintenance of machinery and power equipment. RAFAKO was established in year
1949 and is one of the manufacturers from Europe for supercritical boilers, ESPs
and FGD systems. RAFAKO has delivered more than 500 boilers all over the world
including India with a total capacity of around 40,000 MW.
RAFAKO offers DSI, CDS, and SDA designs of dry and semi dry systems.
Indure has an exclusive license agreement with
Steinmuller Babcock Environment GmbH to
provide lime/limestone-based wet Flue Gas Desulfurization and seawater-based
Flue Gas Desulfurization systems.
Steinmuller Babcock Environment GmbH headquartered in Germany has around 50,000
MW of Flue Gas Desulfurization installation base across the world. methods for
acidic pollutant gas removal can be divided into dry, semidry and wet processes.
The purely dry process, Circusorb, is more suitable for waste incineration
plants and is not offered for industrial power plants. The recommended
alternative for coal-fired plants is the semidry method, using rotary atomizers
and atomizer nozzles. In terms of wet methods, the company offers spray tower
scrubbers as single-loop absorbers, dual-loop absorbers and as through-pass
absorbers, based on seawater.
Our
Coal-Fired Boiler Decisions systems and
Calcium FGD sub system contain a presentation in Kolkata, Raipur,
Hyderabat November 2016 by Dr. Frank Delle.
Steinmuller Babcock FGD for India
The
FGD technology is an amalgamation of that developed by
Deutche Babcock, Noel KRC, and
Steinmuller. There are more than 1,000 gas cleaning installations with more than
700 in Europe, 200 in Asia, and 80 in the Americas. The open spray tower design
is utilized. The presentation at an Indian conference in 2016 has details on the
Plock FGD retrofit with good totals for consumption of limestone, water, energy,
etc. The license to Indure includes
review of engineering as the project progresses.
For
NOx removal, Indure has a license from Termokimik Corp. This
engineering contracting and construction company from Italy specializes in the
design, manufacturing, supply and installation of a wide range of processes and
turn-key industrial plants in the field of environment control technologies.
With more than 28,000 MW of successfully realized installations all over the
world, Termokimik is a leading supplier of SCR systems to reduce emissions of
nitrogen oxides.
BHEL Is the Leading Supplier of Power Plants and FGD Systems in India
BHEL
has orders for 37 FGD systems.
BHEL
has won an order worth Rs 840 crore from an NTPC subsidiary for emission control
equipment from Nabinagar Power Generating Company Ltd (NPGCL).
The
order involves supply and installation of Flue Gas Desulfurization (FGD) system
for control of sulfur oxides emissions at the 3x660 MW Nabinagar project in
Aurangabad district of Bihar. With this order, the company is presently
executing FGD systems for 23 units of NTPC and its joint ventures. Overall,
BHEL
has contracted FGD orders for 37 units from various customers.
BHEL
supplying MHPS wet limestone FGD system
BHEL
commissioned seawater-based FGD at Trombay unit #8 250 MW of MHI Technology in
2010. It supplied Wet Limestone
based FGD to NTPC Bongaigaon 3x250 MW
of Ducon Technology in 2012.
BHEL signed a TCA with MHPS for Wet FGD technology in April 2013.
The
presentation at SOx-NOx in 2018 covers the unique aspects
of the double contact absorber, the limestone grinding to 20 mm followed by a
ball mill circuit, the scrubber and then dewatering using vacuum filter belts.
There are good process diagrams.
http://soxnox2018.missionenergy.org/presentations/BHEL.pdf
(1)
temp ...FGD
and DeNOx NEWSLETTER April 2019 No. 492 BHE Licenses Both Catalyst and SCR
System Technology in June of 2018, India's Bharat Heavy Electricals Ltd. (BHEL ...
(2)
temp ...FGD
and DeNOx NEWSLETTER March 2018 No. 479 BHEL Receives FGD System Order from NTPC
for Capital Power Station in Dadri, Uttar Pradesh BHEL has bagged an order ...
(3)
temp ...
FGD and DeNOx NEWSLETTER December 2017 No. 476 BHEL wins Rs 7,300 Cr Order from
TANGEDCO Bharat Heavy Electricals Limited (BHEL) has won a Rs...
(4)
MHI Has FGD License Deal with BHEL ...FGD
and DeNOx NEWSLETTER June 2013 No. 422 MHI Has FGD License Deal with
BHEL Mitsubishi Heavy Industries (MHI) is to license its FGD technologies to
Bharat
(5)
temp ...
has become difficult due to the competition and has led
some suppliers to diversify. BHEL wins Rs 7,300 Cr Order from TANGEDCO Bharat
Heavy Electricals Limited (BHEL...
(6)
temp ...with
our well-known former colleagues to complete the few remaining CBET projects.
"BHEL Receives FGD System Order from NTPC for Capital Power Station in Dadri,
Uttar Pradesh... ..
(11)HH
05 05 08 ...further
reduced to 40 mg/m3 through the use of electrostatic precipitators
supplied by BHEL, India. W 029 INDIA, C DOOSAN, C BHEL, IH 453...
(15)
Ducon FGD for 3 x 250 MW Bongaigaon in India ...MW
Bongaigaon in India Ducon has secured a contract from Bharat Heavy Electricals
Ltd (BHEL) for a limestone based FGD system for a 3 x 250 MW thermal power...
ISGEC Has Licenses from Multiple International APC Suppliers
ISGEC Heavy Engineering Ltd. is a multi-product,
multi-location public company, which has been providing engineering solutions to
customers across 91 countries for the past 85 years. There are multiple partners
for air pollution control equipment.
Envirotherm GmbH, Germany: for Electrostatic Precipitators (ESP) up to 1000Mwe
(Tumbling Hammer Design) Indigenous Top Rapped Compact Design for Industrial
Range Boilers/Other Applications Experience: More than 150+ ESP Installations,
with biggest unit of 180 MW.
Fuel
Tech Inc., USA: For reduction of Particulate Matter emissions by use of
Electrostatic Precipitators performance improvement technologies (especially
Flue Gas Conditioning). For NOx reduction processes by use of urea or
ammonia (SCR and SNCR)
Babcock Power Environmental Inc., USA: For Wet Limestone-based Flue Gas
Desulfurization Systems of more than 100 MWe Unit Size.
ISGEC
Redecam Enviro Solutions Pvt. Ltd.: For Bag Filters and Hybrid Filters for all
industrial applications; for ESP's for Ferrous, Non-ferrous and Cement Industry
for Dry DeSOx solutions (Dry Sorbent Injection & Circulating Dry Scrubber) for
Industrial Applications.
Sumitomo SHI FW. ISGEC is the
partner for CFB boilers and CFB dry scrubbers.
A joint ISGEC/ SHI FW webinar was held
in India in June. Presenters were
Robert Giglio | Senior Vice President
of Strategic Planning and Business Development | Sumitomo SHI FW. Asif
Hussain|Senior VP of Strategic Business Development Sumitomo SHI FW, Greg Szulc|
Commercial Manager|Sumitomo SHI FW and Niranjan Shastry|Senior Vice
President|ISGEC Heavy Engineering Limited.
They addressed the following questions relative to CFB boiler technology.
How
does SFW CFB technology enhance fuel flexibility to enable Indian power
plants to choose from a range of opportunity coals and biomass? How
does SFW CFB technology provide an environmentally acceptable power solution
to India’s power sector when only low-rank indigenous fuels are available? How do
SFW CFBs provide a low-cost and low-risk carbon reduction strategy for
Indian power generation sector? Why
can CFBs plants avoid expensive air pollution control equipment and save
millions on plant capital and annual O&M costs? Why do
CFB plants routinely enjoy higher plant reliability than conventional
pulverized fuel and stoker boiler plants? Why
will the SFW CFB technology not experience the same poor O&M and reliability
problems reported by other CFB manufacturers? Can
CFBs operate efficiently as a CHP plant when burning a variable mix of
low-rank fuels? What
are the unique CFB design and operating considerations when firing 100%
biomass fuel? What
level of plant reliability and availability should you expected when burning
opportunity fuels available in India? Can
CFB technology be used to repower India’s aging coal-fired power plant fleet?
The
following questions relative to CFB scrubber technology were also addressed. What
are the differences in system capabilities – Wet FGD versus. Semi-Dry FGD
versus Dry CFB FGD? What
is the maximum practical single vessel CFB absorber size and how large of a
plant capacity might this address? What
are the major operating costs for the CFB scrubber besides hydrated lime? How
does the water consumption for the CFB scrubber compare with that of a wet
FGD or a conventional SDA? What
fabric filter bag materials are available and how do you select the
appropriate one? What
turn-down capability do you have with the CFB scrubber? Will
the CFB scrubbing technology work with an ESP instead of a baghouse? How
does the CFB scrubber footprint compare to that of an SDA or wFGD? The
limestone quality in much of India is far below the 95 percent calcium which
is needed for wet scrubbing. How
does the disposal or end product compare between wet limestone gypsum and
the CFB mix of flyash and calcium sulfate?
Sorted by relevance
/Sort
by date
(2)
Wulff FGD
Orders
...FGD
and DeNOx NEWSLETTER June 2003 No. 302 Wulff FGD Orders Wulff has dry FGD system
orders at Yinchuan/Ningxia power plant, China, August 2003 start-up ...
...FGD
and DeNOx NEWSLETTER December 2003 No. 308 Wulff Chinese FGD Orders Wulff is
supplying dry reflux circulating fluid bed scrubber modules for the 200-MW
Quingshan plant in Hubei ...
(5)
CFB Scrubber Installed on 300-MW Plant
...EVN's
275-MW Theiss power plant in Austria. Rolf Graf and Sebastian Zimmer report
that WULFF supplied the system, which has high availability (98 percent), low
personnel...
(6)
Wuhan Kaidi has 54 FGD Projects in China
...MW
FGD Startup FGD Licensor FGD Reagent FGD Method Guangzhou Henyun 2 units 600
2007 Wulff lime CFB Guangdong Huilai Phase I 1,2 1200 2008 Babcock & Wilcox
limestone...
(7)
temp.htm
...gases
from larger units. Revision Date: 3/26/2014 Foster Wheeler Wulff scrubbers
operating in U.S at Dry Fork, 600-MW units in China and longer...
(10)
Spray Drier vs. CFB Scrubber Debate Was November 9 Hot Topic Hour
...
Turbosorp System were less than for a SDA system. Bill Ellison of Ellison
represented Wulff. Wulff is supplying 350 MW CFB systems in China.
ISGEC has 3 x 800 MW order for NTPC Kudgi
ISGEC
Heavy Engineering has emerged the lowest bidder (L-1) in reverse auction for
flue gas desulfurization (FGD) 3 units x 800 MW from
NTPC - Kudgi Super Thermal Power
Project. The value of the expected order is about Rs 700 crore $98 million.
Kudgi Super Thermal Power Project will have an installed capacity of
4000 MW (3x800 MW in first stage
and 2x800 MW in second stage). Doosan Power Systems India Pvt Ltd will supply
the Steam Generator for the plant and Toshiba JSW Power Systems Pvt Ltd will
supply super-critical steam turbine and generator with L&T Howden supplying
Axial fans to NTPC for the plan. The first three units were installed in
2016-2018.
Babcock Power is the licensor for the wet limestone system. The company supplies
both wet and dry systems as chronicled in the FGD Newsletter.
9.
temp
...
and Dry FGD Technologies for use with Low- and Medium-sulfur Coal Industrial
MACT Webinar Babcock Power is Supplying CDS for Michigan City 12 CDS Can Meet
Mercury and SO2 Dry...
38.Wet
FGD Upgrade at Trimble County 1 Provides 98 Percent SO2 Removal
...a
5.5 lb/MMBtu inlet SO2 (0.17 lb./MMBtu outlet). Babcock Power
Environmental Inc. (BPEI) was contracted to upgrade the existing wet FGD ...
84.
URS Upgrading More than Ten FGD Scrubbers to 98% Efficiency
...
pattern. APS Cholla Units 3 and 4 are replacing old Hamon RC scrubbers
with Babcock Power open tower scrubbers. These are lime units using inhibited
oxidation.
101.
Four Variations of Circulating Dry Scrubbers Are Available
...
removal device. Austrian Energy's Turbosorp, which is marketed in the U.S. by
Babcock Power Environmental, functions much like the Graf-Wulff scrubber. An
alternative technology is the…
Babcock Power has successful Lime Systems
In a 2018 McIlvaine Hot Topic Hour, Folke Friesen of Evonik Energy Services
provided insights into the growing use of lime in German power plants.
Consumption is now 25 percent of the total. The reason is the higher efficiency
and lower overall life cycle costs. The big saving is in pump horsepower. Folke
said that chalk is a good option. Sea shells turn to chalk and eventually to
limestone. There are chalk deposits in the U.S., although maybe not as prevalent
as those in the Baltic Sea. Participants indicated that this is a good area for
more investigation.
Tony Licata of Babcock Power Environmental described two successful lime
scrubber startups in the U.S. He believes that owners and engineers should not
be so quick to dismiss the wet lime option. Lower life cycle costs are obtained
under certain site-specific conditions including the differential delivered cost
of lime as opposed to limestone. He made the point that limestone delivery
includes costs of diesel fuel for transport whereas lime is dependent on the
coal price at the kiln.
Kevin Smith of Dravo Technology, a wholly-owned subsidiary of Carmeuse North
America, explained that Carmeuse has revived the Dravo name and the charter to
take a holistic approach to reagent selection. It is researching alternative
technologies such as lime forced oxidation. Magnesium enhanced lime has many
advantages including the ability to generate magnesium hydroxide.
McIlvaine believes that inhibited oxidation lime is a good alternative for
small, older plants. The capital cost is lower. Because the expected life is
less, the capital cost is significant. The elimination of an expensive gypsum
wash water cleanup system is another reason to select this option.
Babcock Power has successful Rod Deck Scrubbers at Cilco and Mississippi Power
Indian power companies are concerned about reducing particulate.
Babcock Power has supplied rod deck scrubbers instead of spray towers for
several plants. The advantage is particulate removal along with acid gases.
GE Is the Second Largest FGD Supplier in India
GE
received multiple FGD orders in India in July 2019
GE Power India has been awarded three contracts from government-owned NTPC Ltd
to supply and install wet flue-gas desulfurization (FGD) systems for a combined
value of Rs 2,311 crore.
The three power plant projects are IGSTPP Jhajjar (3x500 MW) by Aravali Power
Company, Simhadri Super Thermal Power Station Stage I (2x500 MW) and Stage II
(2x500 MW) by NTPC and Sipat Super Thermal Power Station by Stage I (3x660 MW)
by NTPC.
The FGD newsletter has some relevant India articles under GE as per below but
the older ones are under the Alstom name. The company installed seawater
scrubbing systems and then received the first order from an Indian power
plant for a limestone system.
Here
is a link to another recent order.
(8)
temp
...
FGD and DeNOx NEWSLETTER November 2018 No. 487 GE Power to supply Wet FGD
Technology for Four NTPC Coal Plants GE Power has announced that it has been
awarded …
Hamon Indian Subsidiary Selling Cooling Towers, Chimneys and Air Pollution
Control Equipment in India
Hamon
Research Cottrell India Pvt. Ltd. (HRC INDIA) is wholly owned company and member
of the Air Pollution Control division of the worldwide Hamon Group having its
headquarters in Belgium. It was formed in July 2011. Prior to the formation,
Hamon was operating through their licensees namely Voltas, and ACC and joint
venture company Hamon Shriram Cottrell. HRC INDIA is the center of excellence
for Hamon AQS business unit. Employee strength is 126. Registered office is at
Chennai. A branch office is at Kolkata. Sales Representatives are in Mumbai &
Delhi.
Rieco Offers A Limestone FGD System with A Venturi Scrubber for Particulate
removal
Rieco will be an exhibitor at the SOx-NOx
Conference in India in September. The FGD system design is apparently similar to
a number of systems installed in the U.S., which can achieve relatively low
particulate emissions with pressure drop through the venturi section from 5 to
15 inches w.g. The higher the
pressure drop, the higher the particulate removal efficiency. This system can
replace an old inefficient precipitator. Alternatively, instead of a cyclone,
the existing ESP can be kept in place.
Andritz Offers Wet and Dry FGD Systems in India
Klaus
Baernthaler made a presentation at EEC Power India in 2016 relative to Andritz
capabilities. Over 200 references worldwide with 100 SCR installations and 200
wet FGD technology (>120.000 MWel) and 50 references with semi dry Turbo CDS
technology.
The
presentation shows the FGD plus which uses a rod deck prior to the fine sprays.
(This will remove more particulate than a spray tower and needs to be
investigated for Indian retrofits).
https://www.eecpowerindia.com/codelibrary/ckeditor/ckfinder/userfiles/files/ANDRITZ%20PART%201.pdf
Larsen and Toubro Designs Plants, Air Pollution Control Systems and manufactures
Components Such as Valves
L&T’s
Power Business wins (significant) orders from DVC Mumbai, July 19, 2019:
The Power business of Larsen & Toubro (L&T) has bagged significant
engineering, procurement and construction (EPC) orders from Damodar Valley Corp.
(DVC) to set up Flue Gas Desulfurization (FGD) systems in three power plants of
DVC — Durgapur Steel Thermal Power Station (2x500 MW), Mejia Thermal Power
Station (2x500 MW) and Raghunathpur Thermal Power Station (2x600 MW) — in West
Bengal. This is in continuation to the orders L&T had received earlier from NTPC
for setting up FGD systems. Installation of FGD systems in existing and upcoming
thermal power plants has been made mandatory by the Ministry of Environment,
Forest and Climate
Change (MoEFCC), Government of
India, to curtail SO2 emissions.
Commenting on the FGD orders, Mr. Shailendra Roy, CEO & Managing Director, L&T
Power and Whole-Time Director, L&T, said, “We are delighted to have secured
orders from a prestigious client like DVC. L&T is fully equipped to provide
solutions for SOx and NOx control to its clients.
Considering the deadline endorsed by the apex court, other power plants will
have to hasten the process of the FGD award to meet the scheduled time frame.
L&T will continue to play a significant role in this market of SOx
and NOx reduction.”
L&T
Wins 2x660 MW Power Project (mega*) Order in Bihar Mumbai, June 24, 2019: The
Power business of Larsen & Toubro (L&T) has bagged a mega* engineering,
procurement and construction (EPC) order from SJVN Thermal Private Limited to
set up a 2x660 MW ultra-supercritical power plant in Buxar district, Bihar. SJVN
Thermal Private Limited is a wholly owned subsidiary of SJVN Limited, a joint
venture of the Government of India and the Government of Himachal Pradesh and a
Mini Ratna public sector undertaking. Prime Minister Mr. Narendra Modi laid the
foundation stone of the plant in March this year. The scope of work for L&T
includes Design, Engineering, Manufacture, Procurement, Supply, Construction,
Erection, Testing & Commissioning of Buxar Thermal Power Project (2x660 MW), on
a turnkey basis, covering steam generator, steam turbine generator,
electrostatic precipitator, NOx control system, flue gas
desulfurization (FGD) system and complete balance of plant (BoP) systems,
including raw water intake system, make-up water system, coal & ash handling
system, ash dyke, complete E&I system including switchyard and complete civil,
structural and architectural works.
L&T’s
Power Business wins Orders Worth ₹1400 Crore Mumbai, September 27, 2018:
The Power business of Larsen & Toubro has won orders worth ₹1400 crore.
The business has received two orders for setting up Flue Gas Desulfurization
(FGD) systems from NTPC at its Vindhyachal Super Thermal Power Plant in Madhya
Pradesh and Darlipali Super Thermal Power Project in Odisha. Installation of FGD
systems in existing and upcoming thermal power plants has been made mandatory by
the Ministry of Environment, Forest and Climate Change (MoEFCC), Government of
India, to curtail SO2 emissions.
License Agreements and Partnerships
L&T
has a long-term technical license agreement with
Chiyoda Corp. of Japan for its
Chiyoda Thoroughbred 121TM (CT-121 TM) FGD technology. The
agreement grants L&T exclusive rights to undertake engineering, procurement and
construction (EPC) of CT-121TM FGD systems. The CT-121TM
FGD process is a unique technology developed by Chiyoda in which sulfur dioxide
is absorbed from flue gas generated by coal-fired, oil-fired and other types of
boilers and removed as gypsum. The Power business of L&T, through its joint
venture companies, has also won orders in the domestic and export markets for
engineering services and supply of components.
Flue Gas Desulfurization Technology
L&T
has a long-term technical license agreement with Chiyoda Corp., Japan, for its
Chiyoda Thoroughbred 121TM (CT-121TM) Flue Gas
Desulfurization (FGD) technology. The agreement grants L&T exclusive rights to
undertake EPC of CT-121TM FGD systems. The CT-121TM FGD
process is a unique technology in which sulfur dioxide is absorbed from flue gas
generated by coal-fired, oil-fired and other types of boilers and removed as
gypsum. This technology is highly efficient, enabling low-cost removal of flue
gas SO2. Moreover, it ensures that the plant remains compact and easy
to maintain.
Selective Catalytic Reduction Systems
L&T-MHPS Boilers Private Limited, a joint venture of Larsen & Toubro Limited and
Mitsubishi Hitachi Power Systems Limited, Japan, has a technology license
agreement for Selective Catalytic Reduction (SCR) systems with MHPS. The
agreement is for design, engineering, manufacture, installation, commissioning,
and sale of new boilers under BTG, EPC or SG packages or standalone SCR systems,
and for existing and under construction boilers on exclusive basis in India. The
SCR systems limit oxides of nitrogen (NOx) emissions.
Electrostatic Precipitators
For
power plants above 300-MW capacities, L&T supplies Electrostatic Precipitators
(ESPs) under a technology license agreement with
Clyde Bergemann, USA. Advanced
technological features of the product ensure energy efficiency and low
downtime.
For
power plants above 300-MW capacities, L&T supplies Electrostatic Precipitators
(ESPs) under a technology license agreement with
Clyde Bergemann, USA. Advanced
technological features of the product ensure energy efficiency and low downtime.
L&T Joint Venture with Sargent & Lundy relative to
consulting
A joint venture of Larsen & Toubro Limited, India and Sargent & Lundy L.L.C,
USA, has been in operation since 1995. It combines deep domain
expertise, internationally-aligned systems and processes, as well as unique 3D
modeling techniques to converge technical consultancy with high-end solutions
and delivery. Relative to experience, S&L has engineered over 28 DSI units for
SO2 only and 41 DSI units for SO2 and HCl. It has designed
35 dry FGD systems totaling over 16,000 MW, and 58 SCR units totaling over
30,000 MW have been supplied.
Coal-Fired Power Plant Decisions has hundreds of articles about S&L activities.
McIlvaine was a subcontractor to EPRI while S&L was the main
contractor on a study involving upgrading of FGD systems.
McIlvaine and S&L were both working with the
National Lime Association. S&L was
hired to compare the cost of dry scrubbing to limestone scrubbing as well
as wet lime to limestone. The study is available at
https://www.lime.org/documents/uses_of_lime/wet_fgdte2003.pdf
The
conclusion is that while the cost of lime is much higher than limestone the
capital cost of the wet lime system is less. Therefore, where the sulfur content
is low the wet lime is likely the lower total cost of ownership. The study also
considered dry FGD and DSI where the cost is very sensitive to sulfur content.
This
study was done before the cost of removing contaminants, such as selenium from
FGD wastewater, was required. Due to the high cost of wastewater treatment, it
is worth considering natural instead of forced oxidation. This greatly lowers
the capital cost. The sulfite sludge is chemically fixed with lime and makes a
good landfill product. The toxic metals are encased and will not leach out. This
approach can be cost effective at sulfur levels higher than are economical for
dry systems.
The
point here is that Sargent & Lundy has the cost knowledge. The joint venture
partnership can assess this potentially attractive alternative, which utilizes
concepts applied by Dravo Lime in the
1970s.
Search for Larsen and Toubro in Coal-fired Boiler Decisions
The
Coal-Fired Boiler Decisions intelligence system has more than 50 articles on
Larsen & Toubro and thousands of articles on partners such as Chiyoda, Sargent &
Lundy, and MHPS.
Here
are some examples of L&T articles
Larsen & Toubro has complete range of valves for
ultrasupercritical coal plant The Indian market accounts for nearly 50 percent
of L&T Valves revenue, and the balance comes from international markets, with
the Middle East being the most prominent territory. “We are a one-stop-shop for
almost all types of process valves – gate, globe, check, ball, butterfly, and
plug valves. We offer these valves in many combinations of size, pressure class,
materials, and so on, and we are equipped to provide our clients with almost all
their process valves requirements,” says N.V. Venkatasubramanian (Venkat), Chief
Executive and Director. “Further, L&T Valves also offers a complete range of
valves for the power industry. In fact, we are one of the few companies that can
offer all valves and accessories required for an ultra-supercritical thermal
power station.” “Custom-engineered solutions for defense and aerospace
applications form an important part of our portfolio. The experience that we
gain from working in these sectors has helped us to improve our product quality,
strengthen our processes and expand our knowledge base.”
https://www.seals.saint-gobain.com/sites/imdf.seals.com/files/valveworldindia-april-may-2018.pdf
locator power, valve: company Larsen & Toubro, key word valve publication Valve
World India
Valve stem seal selection criteria for ultrasupercritcal
service graphite packing without PTFE and binders is proven to be a low total
cost of ownership option. Seals can also be protected by an oxygen inhibitor
and be live loaded for protection against thermal cycling
Valve
stem seal selection criteria, Flow Control, Mar 2017
Locator power, valve, Company Larsen & Toubro,
Publication Flow control, Key word seal, valve.
Larsen
& Toubro Supply ESPs in India Jaiprakash Power Ventures Ltd. (JPVL) placed
another large order with Larsen & Toubro (L&T) for the supply, erection and
commissioning of the boiler-turbine generator package, critical piping,
electrostatic precipitators (ESPs) and power plant automation for their 3x660-MW
Power Plant being set up in Uttar Pradesh, India. The value of the contract is
around Rs6500 crore. The power plant will be fully commissioned in 60 months,
with the first unit scheduled to go into commercial production in 48 months.
This power project, based on supercritical technology, will be located in the
Karchana District, Uttar Pradesh.
L&T Valves Business
Group to supply Valves for 4000 MW Mundra
The Valves
Business Group (VBG) of
Larson & Toubro
(L&T) has bagged a multi-million-dollar order from
Coastal Gujarat Power
Limited (CGPL) for supply of critical valves for an
Ultra Mega Power Project (UMPP) in Mundra, Gujarat, India. This 4,000 MW
(5x800-MW) power project is one of the first Ultra Mega Power Projects (UMPP) in
India and the first order for VBG in the UMPP domain. L&T will supply the entire
range of Gate, Globe and Check valves in pressure classes 150 to 3500 for the
balance of plant at Mundra. The order, worth multi-million dollars, consists of
5775 valves including 770 motor operated valves. Many are for critical
applications. According to Mr. S.P. Rajanish, Senior Deputy General Manager,
L&T-VBG, “We are honored and excited on winning this prestigious order from CGPL
and we will build a long-term relationship with Tata Power and CGPL by adding
more value to their business.”
L&T Awarded Order Worth Rs.5,580 Crore from NTPC
Larsen & Toubro (L&T) has secured a turnkey order from NTPC Limited for setting
up a 2x660-MW greenfield Ultra-Supercritical thermal power plant in Khargone
district of Madhya Pradesh on an EPC basis. Valued at over Rs.5580 crore, the
project entails design, engineering, manufacture, supply, erection and
commissioning of two coal-fired units of 660 MW each with ultra-supercritical
parameters. This is being done for the first time in the country. The EPC
project was won following international competitive bidding.
Largest Coal-Fired Plant in India Begins Construction At
the beginning of 2002, the first foundation stone was laid at Sipat, the largest
coal-fired plant currently under construction in India. Besides being the
largest coal-fired project in the country, the plant will also be the first in
India to use supercritical technology, reports PEi.The 1980-MW Sipat stage 1
thermal power project, in Sipat, Bilaspur district in Chhattisgarh state, is
aimed at helping the government in its effort to increase new generating
capacity. With the Ministry of Power awarding the plant "Mega Project" status,
Sipat will become eligible for various tax breaks.
Doosan of Korea won the contract to supply the steam generators and auxiliaries.
The plant will consist of Stage 1, three units of 660 MW each and Stage 2, two
units of 500 MW each. The site has been prepared for five units, although three
units will be installed at this stage. According to Doosan's studies,
supercritical plants are 2-3 percent more expensive in terms of capital costs
but by increasing steam pressure to 240 bar at 568°C, plant efficiency is
increased about 1.8 percent. This translates into about 4 percent lower coal
consumption. Doosan will design, manufacture and test the steam generators,
which will be built at Doosan's factory in Changwon, South Korea. Local
installation of the units will be carried out by an Indian construction company,
Larsen & Toubro.
The boiler is designed to reduce dust to 200-300 g/m3.
This will be further reduced to 40 mg/m3 through the use of electrostatic
precipitators supplied by BHEL, India. Structural steel erection work was
scheduled to begin in March 2005. Initial firing of the first unit is scheduled
for May 2007, with commercial operation of Unit 1 planned for February 2008.
This is a total of 46 months from the Notice of Award. The remaining units will
come on line at six-month intervals, with the final unit entering commercial
operation in February 2009.The plant will burn Indian bituminous coal from a
site about 40 km away. The coal has medium sulfur content but high ash content
(about 43 percent). According to Doosan, coal with such a high ash content is
unique in India and can pose a challenge to boiler designers due to erosion and
wear.
L&T Wins EPC Contract for Chhabra Power Plant in Rajasthan, India Larsen &
Toubro Ltd. (L&T) has won a Rs5689 crore contract for setting up a 2 x 660 MW
supercritical power plant in Rajasthan, India. The contract from Rajasthan Rajya
Vidyut Utpadan Nigam Ltd. involves design, engineering, manufacture, supply,
erection and commissioning of two coal-fired thermal units of 660 MW each with
supercritical parameters at Chhabra in Baran district of Rajasthan. The project
has a stringent completion schedule of 42 months for the first unit and 45
months for the second unit.
Rajpura Plant to Use 99.9 Percent Efficient ESPs. The upcoming 1320-MW super
thermal plant (2x660 MW) at Rajpura, to be built at the cost of INR 7000 Crores
by multinational company Larsen and Toubro, will use the latest supercritical
technology. This will take the Punjab a step closer to becoming the first power
surplus state in India. Work is already in full swing for the 540-MW plant at
Goindwal Sahib and the 1980-MW thermal plant at Talwandi Sabo. Construction of
the new Rajpura thermal plant began March 2. It will be the first plant in India
to use supercritical technology, considered the most efficient system of
generating power from coal. The plant will be equipped with ESPs of 99.9 percent
efficiency to minimize pollution.
2X700-MW Supercritical Rajpura Power Plant Project Developed by Larsen & Toubro
This project was developed under Case-2 of Tariff based
Bidding 25 Years Power Purchase Agreement (PPA) signed in January 2010 with
Punjab State Power Corporation Limited (PSPCL). Fuel Supply Agreement (FSA) for
5.55 million TPA with South Eastern Coalfields Limited All major equipment
manufactured indigenously
through technology tie-up or JV’s Tie-up with leading
manufacturers- Mitsubishi Hitachi Power Systems (MHPS), Japan for Boiler Turbine
Generator (BTG), Howden-Regenerative Air Pre-heater(RAPH) & Fans, Clyde
Bergmann-ESP Advanced A-PM Burners NOx level compliant to New MOEFCC Guidelines,
RO plant for effluent recycling • Reject used for bottom ash slurry preparation
• Functional ash water recovery system
http://knowledgeplatform.in/wp-content/uploads/2016/11/Presentation_Best-Energy-Efficiency-Practices-in-Thermal-Utilities_KEP_08NOV2016_NPL.pdf
locator power, precipitator, ro, DeNOx;
company Larsen & Toubro, Punjab State Power, MHPS,
Howden, Clyde Bergmann
2x700-MW Supercritical Rajpura Power Plant Project Developed by Larsen & Toubro
This project was developed under Case-2 of Tariff based Bidding 25 Years Power
Purchase Agreement (PPA) signed in January 2010 with Punjab State Power
Corporation Limited (PSPCL). Fuel Supply Agreement (FSA) for 5.55 million TPA
with South Eastern Coalfields Limited All major equipment manufactured
indigenously through technology tie-up or JV’s Tie-up with leading
manufacturers- Mitsubishi Hitachi Power Systems (MHPS), Japan for Boiler Turbine
Generator (BTG), Howden-Regenerative Air Pre-heater(RAPH) & Fans, Clyde
Bergmann-ESP Advanced A-PM Burners NOx level compliant to New MOEFCC Guidelines,
RO plant for effluent recycling • Reject used for bottom ash slurry preparation
• Functional ash water recovery system
Circulating Fluid Bed Scrubber Could Be the Best Choice for Many Indian Power
Plants
Sumitomo SHI FW has made a detailed analysis comparing CFB
scrubbers to wet limestone scrubbers without wallboard quality gypsum
production. The lower quality of limestone available, the expected 15-year life
for the older plants to which the system may be applied, and the much lower
capital cost of the CFB design are key aspects in the determination. Here are
the factors and calculations for a 300-MWe pulverized boiler contained in the
linked paper.
This
full paper will be posted to the
Coal-Fired Boiler Intelligence System and further analyzed in the FGD & DeNOx
Newsletter. It will be available for discussion in a pre-conference
webinar taking place in late August and to attendees at DSUA in Kansas City,
SOx-NOx India and registrants to the Power-Gen New Orleans emerging market
tutorial. The creation of specific cost factors is very valuable as a foundation
for discussions of various alternatives in India, the U.S. and other countries.
http://home.mcilvainecompany.com/images/Article_Show_me_the_Money_CFBS_vs_Wet_FGD_Aug19.pdf
Adage Automation Supplies 127 CEMS For Reliance Industries
Adage Automation will be an exhibitor next month at the SOx-NOx conference
in India. ADAGE is a specialist Gas Analytical company, delivering integrated
and engineered solutions to the Large & Mid-size Industries for Process
Optimization, Safety & Continuous Emission Monitoring applications. It has a
leadership position in Continuous Gas Analyzers & Laser Analytics Solutions in
Indian Industries. Adage is also the
largest exporter from India for integrated gas analytical solutions and
services. In 2016,
Adage was awarded and
successfully executed the largest CEMS order on the planet from Reliance
Industries for over 127 stacks.
Adage
designs and manufactures a range of advanced process and stack gas emissions
monitoring systems, which, coupled with advanced reporting systems, cost
effectively fulfil the requirements of both operators and environmental agencies
to provide continuous emission monitoring solutions.
The
complete portfolio includes SOx/NOx/CO/CO2/O2/CH4/THC/NH3/HF/HCL and
Dust/SPM/Flow/Pressure/Temperature/Moisture and SCADA DAS and all housed inside
an Analyzer Shelter.
Recently, an agreement was signed making Adage the exclusive solution partner
for the sale and service of Applied Analytics products in India.
Abhijit Chatterjee, Managing Director and CEO at Adage Automation, said,
“Applied Analytics has built an excellent reference base of installations here
in India while operating from the U.S. We are very pleased to add AAI’s
field-trusted products to the portfolio of technologies that we provide for our
customers in India as we expand our capabilities in the realm of process
analytics and integration. Applied analytics measures ammonia and urea slip in
SCR systems.”
Bids Close for DSI for 4 x 210 MW of DSI Systems at Punjab State Power Roopnagar
In September 2019
The
bid scope includes Design, Engineering, Manufacture, Shop Fabrication,
Preassembly, Shop Testing/type Testing at Manufacturer’s Works, Packing,
Transportation, Unloading, Handling and Conservation of Equipment at Site,
Complete Services of Construction, including Erection, Supervision,
Pre-commissioning, Commissioning and Performance Testing of Equipments Under
Bidder’s Scope of Work of Dry Sorbent Injection (dsi) System using Sodium
Bicarbonate as Reagent and its Associated Auxiliaries including all Associated
Electrical, Control & Instrumentation, Civil, Structural and Architecture Works
as detailed in Tender Specifications for Flue Gas Desulfurization (FGD) System
Package At 4x 210 MW Units (stage- Ii & Iii) of Ggsstp, Roopnagar
Tata Power March 2019 Bid Request For 1x67.5-MW DSI FGD System
Design, engineering, manufacture, shop fabrication, assembly, shop testing, type
testing at manufacturer's works, inspection, packing, supply, loading,
unloading, transportation, proper preservation at site, storage & handling at
site, erection/ installation, construction, site testing and commissioning and
performance testing of DSI-based Flue Gas Desulfurization (FGD) System for 100
percent of the flue gas flow rate for the 1x67.5 Unit No 1 of Jojobera Thermal
power plant located at near Jamshedpur, East Singhbum District, Jharkhand State,
India.
In
order to limit the SO2 emissions in the thermal power units, it is
proposed to install Flue Gas Desulfurization (FGD) system at Jojobera for Unit 1
for treating 100 percent of flue gas coming out of this unit. The outlet SO2
emissions shall be limited to 600 mg/Nm3 as per latest standards
stipulated by MoEF&CC under
Environment (Protection) Amendment Rules 2015 for thermal power plants. Bidder
to offer a Sodium Bicarbonate-based dry sorbent injection system (DSI).
https://www.tatapower.com/TenderDocument/Tender_EOI_JOJO_FGD_Rev_R1_0bb5c34d9c.pdf
Valmet Uses the Condensing Scrubber Technology to Recover Heat
Valmet will be an exhibitor at SOx-NOx India. It has a unique approach to
recover heat. There is a lot of energy in flue gas due to the water (30–60
percent) contained in the fuel and steamed in the boiler. This energy escapes
into the environment when the water is not condensed back into a liquid.
With
Valmet’s advanced flue gas condensing technology, a plant can recover this
energy and use it, for example, to
increase district heat capacity save
fuel increase
the overall balance while heating up the turbine condensate.
Valmet offers two technologies for heat recovery the
tube condenser the
condensing scrubber and a
combination of these two (a pre-scrubber and a tube condenser).
https://www.valmet.com/pulp/air-emission-control/wet-flue-gas-cleaning-and-heat-recovery/
JGC Supplying Dry Scrubbers and NOx Control
Tomoki Kayukawa, Principal Research Engineer at
JGC Corp., will be speaking at
the SOx-NOx conference. JGC is moving into coal projects
in the ASEAN region and has a dry scrubber and DeNOx system.
JGC‘s
medium-term management plan, "Beyond the Horizon," announced in May of 2019,
directly targets JGC‘s basic goal of expanding its business beyond projects in
the oil and gas sector to other energy infrastructure, industrial infrastructure
and social infrastructure projects. Under that plan, with this project, JGC is
taking a large step into the field of power generation, and further, JGC
anticipates that this project will contribute to the growth expected in the
ASEAN region.
JGC
Philippines Inc. was awarded a lump-sum turnkey basis contract for the Phase II
construction work for a Coal-fired Power Plant Construction Project planned in
the Sarangani Province, Mindanao, Philippines, by
Sarangani Energy Corp. (Capital
subscribers: Alsons Consolidated Resources, Inc. 75 percent, Toyota Tsusho
Corporation 25 percent).
The
contract covers the engineering, procurement, construction and commissioning
(EPCC) services for the Phase II construction work (105 MW x 1 train) for a
coal-fired power plant with a capacity of 210 MW (105 MW x 2 trains). The
project is scheduled for completion in April 2019.
The
plant is located in the province of Sarangani, about 1100 km south of Manila,
and the electric power generated is intended to serve the needs of the province,
including its major city of General Santos, thereby increasing the potential for
industrial growth in the province and contributing to an improved standard of
living for the population. With a growing population and steady economic growth,
the Philippines is facing an increasing demand for electric power, and this
situation is of particular concern on the island of Mindanao, where the shortage
of power has been especially severe.
Minimizing the environmental impact of this project is also a high priority.
This has been addressed by the use of a circulating fluidized bed boiler that
makes possible two-stage combustion at low temperatures, which inhibits the
generation of atmospheric pollutants, such as Nitrogen Oxide (NOx)
and Sulfur Oxide (SOx). This, combined with removal of the
particulates contained in the off-gas, ensures that the effects of the operation
of this plant on the environment are kept to a minimum.
JGC
Philippines was established in 1989 and initially undertook detailed design work
for JGC projects, but in recent years, it has applied its expertise gained
through that experience to carry out EPC work independently for domestic
projects within the Philippines. In this project, the combination of JGC
Philippines‘ knowledge of local conditions and JGC‘s project management skills
not only will lead to the successful completion of this project but will also
open the door to further expansion of the JGC Group‘s activities in other areas,
as well.
The
JGC Dry De-SOx/De-NOx system removes SOx, NOx, and dust
from flue gas. The Dry De-SOx/De-NOx system has been developed by integrating
JGC group's De-NOx technology and
Hokkaido Electric Power's dry De-SOx technology. A High efficiency SOx/NOx
removal rate has been successfully demonstrated in a commercial plant for flue
gas from coke oven gas combustion in China. There are now six units operating on
coke oven gas.
Features:
Apply to a wide range of temperatures from 100℃
to 400℃
High efficiency removal rate of 90 percent or more of NOx and SOx
High efficiency removal rate of 85 percent or more of dust
A
little decline in flue gas temperature, and gas reheating is not required
No wastewater treatment required
Applications:
Flue
gas of coal-fired power Flue
gas from coke oven gas conversion Flue
gas of incineration plant Flue
gas of cement kiln Flue
gas of industrial boiler
Mercury removal process
This
process is co-licensed by JGC and UOP and
enables the removal of mercury from LPG, naphtha, and natural gas condensates to
1 ppb level without the need for hydrogen. Applications include mercury removal
at wellheads, treatment for ethylene production, and catalytic reforming. This
process could realize lower CAPEX and OPEX compared with conventional processes.
The process consists of the following three processes: A, B, and C. An optimum
process is chosen based on the client's conditions and requirements.
JGC
solves NOx problems contained in waste gas from thermal power
stations (fuel, oil, coal and LNG), co-generation systems for industry,
Integrated Coal Gasification Combined Cycle (IGCC) power plants, and Municipal
Solid Waste Incineration plants. JGC developed a world-first Honeycomb-type
DeNOx catalyst in the 1970s to remove NOx from waste gas in the above
applications. The catalyst has high performance and long life. JGC has granted a
manufacturing license for Honeycomb-type catalyst to many countries all over the
world.
Mississippi Lime Completes Acquisition of Southern Lime
Mississippi Lime Company, a global supplier of high-calcium lime products and a
portfolio company of HBM Holdings, announced it has completed its acquisition of
the Calera, Alabama lime business of Covia, operating historically as Southern
Lime.
In
operation for over 60 years, the business supplies high-calcium quicklime and
hydrated lime products to customers in the Southeastern U.S., and across a range
of end uses and applications. The acquisition increases Mississippi Lime's
production facilities to nine locations, supported by a network of distribution
sites throughout the country. The Southern Lime business and its Calera, AL
facility will be fully integrated into Mississippi Lime.
Fortum Has Combustion Modification Order from Hindalco
Fortum, a Finnish clean energy company, signed its first commercial project with
Hindalco Industries Limited, part of Aditya Birla Group. The project is aimed at
NOx reduction through combustion
modification on one of the 150 MW boilers located at the Aluminum Smelter Unit
in Mahan, Singrauli District in Madhya Pradesh. The modification will enable the
power plant to comply with the tightening restrictions on nitrogen oxide
emissions to 290 mg/Nm3 from current levels in the unit. The timeline
for completion of this project is mid-February 2020.
Fortum has the patented technology for bringing about NOx reduction
up to the Statutory Limits by using only primary combustion modification on the
boiler with minimal capital expenses and no operating expenses.
The
key aspect of the NOx reduction technology developed by Fortum in the
early 1990s involves impacting the combustion process by modifying the
over-firing of the combustion air. The solution is an efficient, and in terms of
operating expenses, economical way to reduce emissions because significantly
less nitrogen oxides is generated. The approximately 50 coal-fired boiler
modification projects Fortum eNext
has performed in the EU area since 1994 have reduced the boilers’ emissions into
the air. These modifications have reduced NOx emissions cumulatively
by more than 700,000 tons.
BHEL
Has 13 Orders for Selective Catalytic Reduction (SCR) System to Reduce NOx
BHEL has a technology collaboration with South Korea’s NANO for SCR Catalysts in
coal-fired power plants.
An order for an SCR system was received in January for Mahagenco’s ongoing 660
MW coal-based supercritical thermal power project at Unit 6 of Bhusawal thermal
power station, which is located at Jalgaon district in Maharashtra.
BHEL Has Order for FGD Systems at the 4x250-MW Nabinagar Project of BRBCL
Amidst stiff competitive bidding,
Bharat Heavy Electricals Limited (BHEL) has won an order for emission control
equipment from Bhartiya Rail Bijlee Company Limited (BRBCL), a joint venture of
NTPC Ltd. and Indian Railways.
Valued at about Rs 750 Crore, the
order involves supply and installation of Flue Gas Desulfurization (FGD) system
at 4x250 MW Nabinagar project of BRBCL in Aurangabad district of Bihar. BHEL’s
scope of work includes design, engineering, civil works, supply, erection and
commissioning of wet FGD system along with auxiliaries including limestone and
gypsum handling system and wet stack on full EPC basis.
ECOMAK Supplies Precipitator Upgrades and the Venturi Option Could Be Combined
With FGD
For
the last two decades BU, has offered solutions to air pollution to a number of
industries and for a variety of applications. The projects undertaken by ECOMAK
are in Mines & Minerals, Metals and Power industries globally.
In
Power, the company supplies flue gas cleaning systems for industrial boilers and
material handling systems. A client in Karnataka had to retrofit their ESP,
which was not performing satisfactorily. The client after seeing ECOMAK's
expertise in project execution on Indian and overseas projects awarded the
project to ECOMAK. ECOMAK took up yet another challenge of retrofitting the ESP
in 30 days from receipt of purchase order to re-commissioning of retro-fitted
ESP. The client had demanded a guaranteed emission of 100 mg/Nm3
(max). ECOMAK demonstrated an emission of less than 50 mg/Nm3 on
continued basis.
A
customer in Assam was facing a problem of air pollution at their plant. The
company is one of the largest producers of Petcoke in India. The plant is
situated in a remote location near a forest which was enriched with wildlife and
natural resources on the banks of the Brahmaputra River. The customer is very
serious when it comes to preservation of natural resources and asked ECOMAK to
provide a viable solution for their problem.
Conventionally, a baghouse system or an electrostatic precipitator is provided
at the kiln exhaust. The ECOMAK team first surveyed the area and found out that
there was an abundance of water available. To take advantage of this situation,
ECOMAK supplied a Venturi Scrubber instead of any conventional system. This
system on petcoke calcination is a first of a kind system in India.
This
experience could be helpful in evaluating the potential of rod decks (similar to
venturis) to improve FGD scrubber particulate efficiency. A number of utilities
are hoping that the scrubber installation will improve particulate capture.
Mcilvaine has done extensive analysis of this option as explained
elsewhere in Coal-Fired Boiler
Decisions.
Location: Ecomak Systems Pvt Ltd,
201-C, S.No. 268, 'Mantri Alpine',
Off Mumbai - Bengaluru Highway, Bhunde Vasti,
Bavdhan, Tal: Mulshi, Pune, Maharashtra 411021
India
Contact: +91-892-892-9100 | +91-70-3023-9988
office@ecomak.co.in
Shekhar Joshi·President Technical at
ECOMAK Systems Pvt. Ltd.
joshisj@gmail.com,
linkedin.com/in/shekhar-joshi-a40172a
Sandesh
Kadam, Chairman & Managing Director at ECOMAK
linkedin.com/in/sskadam
Head - Business Development & Operations at ECOMAK Systems Private Limited
United Conveyor Has Dadri Order For DSI
United Conveyor Corp (UCC) is installing the dry injection systems at the 4 x
250 MW Dadri plant of NTPC. Here are some of the past FGD newsletter articles
about UCC.
DSI Demonstrations Show O2, HCl, Hg and
SO3
Removal
United Conveyor Corp. (UCC) has completed over 25,000 hours of Dry Sorbent
Injection (DSI) demonstration tests. Full-scale, on-site DSI demonstrations help
UCC utility customers address regulatory requirements for the reduction of SO2,
SO3, mercury and acid gases.
UCC
has the industry’s largest number of full-scale demonstration tests with 45
conducted to date; 12 tests have been completed over the last year with five
more tests scheduled. Recent demonstration tests have been primarily focused on
simultaneously removing SO2, HCl and mercury to provide specific
information to the power plant for meeting the new Utility MACT and Cross State
Air Pollutant Rule (CSAPR) requirements. These tests have been conducted on a
number of large PRB-fired units, as well as smaller bituminous-fired units.
UCC
modular demonstration systems provide both flexibility and performance with
minimal disruption to a power plant during installation and testing.
Prefabricated, mobile equipment enables rapid installation. All equipment is
scalable so demonstration equipment can be rented longer term after the test or
be upgraded to become the permanent system. The result is lower total installed
cost and shorter lead-time.
UCC
offers Computational Fluid Dynamic (CFD) modeling of plant duct flows to best
predict and enhance performance of the DSI system. CFD modeling ensures optimum
sorbent distribution in the flue gas to maximize performance and minimize
sorbent usage.
The
UCC VIPER™ Mill design incorporates proprietary technology that results in lower
operating costs while improving performance. The VIPER milling technology is
also tested on-site to show how the reduced sorbent particle size increases the
reactive surface area to improve the emission removal efficiency and sorbent
utilization. UCC DSI demonstration illustrates clear benefits: Dry sorbent
trona/sodium bicarbonate can remove over 90 percent SO2. Co-benefits include
enhanced ESP performance and removal of Hg, HCl and NOx. In-line milling (to
12–15 micron) can provide 30 to 50 percent better trona utilization. SO2, acid
gas (HCl, HF) and Hg can be removed simultaneously. Hydrated lime can
remove SO3 and HCl DSI delivers effective
emission control at a fraction of the capital cost of a scrubber.
VIPER Mill Use in DSI Reduces Sorbent Usage
United Conveyor Corp. (UCC) was recently awarded contracts for 11 Dry Sorbent
Injection (DSI) systems which include a total of 41 VIPER™ Mills. Dry sorbent
injection is a leading technology for the removal of SO2, HCl and SO3 acid
gas emissions.
The
patented VIPER Mill is the only mill developed specifically for dry sorbent
injection and delivers the smallest particle size, highest throughput and
greatest cost savings in the industry. The VIPER Mill reduces sorbent usage by
30-50 percent compared with as-delivered material. In an SO2 removal
application, that equates to a $3.0 million annual savings over un-milled trona
for a typical 500-MW PRB-fired unit at a 60 percent SO2 removal rate.
In SO3 removal applications, the high surface area sorbent particle
size helps to achieve aggressive SO3 ppm targets, while reducing
trona usage by more than 50 percent.
UCC
also has the industry’s largest number of full-scale demonstration tests with
over 65 conducted to date; 26 of these tests used the VIPER Mill and
successfully documented substantially lower sorbent usage. This test data allows
customer lifecycle cost analysis to compare sorbent consumption and VIPER Mill
usage with other milling technologies or without using a mill.
United Conveyor Has Dadri Order For DSI
United Conveyor Corp
(UCC) is installing the dry injection systems at the 4 x 250 MW Dadri plant of
NTPC. Here are some of the past FGD
newsletter articles about UCC.
DSI Demonstrations Show O2, HCl, Hg and SO3 Removal
United Conveyor Corp. (UCC) has completed over 25,000 hours of Dry Sorbent
Injection (DSI) demonstration tests. Full-scale, on-site DSI demonstrations help
UCC utility customers address regulatory requirements for the reduction of SO2,
SO3, mercury and acid gases.
UCC
has the industry’s largest number of full-scale demonstration tests with 45
conducted to date; 12 tests have been completed over the last year with five
more tests scheduled. Recent demonstration tests have been primarily focused on
simultaneously removing SO2, HCl and mercury to provide specific
information to the power plant for meeting the new Utility MACT and Cross State
Air Pollutant Rule (CSAPR) requirements. These tests have been conducted on a
number of large PRB-fired units, as well as smaller bituminous-fired units.
UCC
modular demonstration systems provide both flexibility and performance with
minimal disruption to a power plant during installation and testing.
Prefabricated, mobile equipment enables rapid installation. All equipment is
scalable so demonstration equipment can be rented longer term after the test or
be upgraded to become the permanent system. The result is lower total installed
cost and shorter lead-time.
UCC
offers Computational Fluid Dynamic (CFD) modeling of plant duct flows to best
predict and enhance performance of the DSI system. CFD modeling ensures optimum
sorbent distribution in the flue gas to maximize performance and minimize
sorbent usage.
The
UCC VIPER™ Mill design incorporates proprietary technology that results in lower
operating costs while improving performance. The VIPER milling technology is
also tested on-site to show how the reduced sorbent particle size increases the
reactive surface area to improve the emission removal efficiency and sorbent
utilization. UCC DSI demonstration illustrates clear benefits:
Dry sorbent trona/sodium bicarbonate can remove over 90 percent SO2.
Co-benefits include enhanced ESP performance and removal of Hg, HCl and NOx.
In-line milling (to 12–15 micron) can provide 30 to 50 percent better trona
utilization.
SO2, acid gas (HCl, HF) and Hg can be removed simultaneously.
Hydrated lime can remove SO3 and HCl
DSI delivers effective emission control at a fraction of the capital cost of
a scrubber.
VIPER Mill Use
in DSI Reduces Sorbent Usage
United Conveyor Corp. (UCC) was recently awarded contracts for 11 Dry Sorbent
Injection (DSI) systems which include a total of 41 VIPER™ Mills. Dry sorbent
injection is a leading technology for the removal of SO2, HCl and SO3 acid
gas emissions.
The
patented VIPER Mill is the only mill developed specifically for dry sorbent
injection and delivers the smallest particle size, highest throughput and
greatest cost savings in the industry. The VIPER Mill reduces sorbent usage by
30-50 percent compared with as-delivered material. In an SO2 removal
application, that equates to a $3.0 million annual savings over un-milled trona
for a typical 500-MW PRB-fired unit at a 60 percent SO2 removal rate.
In SO3 removal applications, the high surface area sorbent particle
size helps to achieve aggressive SO3 ppm targets, while reducing
trona usage by more than 50 percent.
UCC
also has the industry’s largest number of full-scale demonstration tests with
over 65 conducted to date; 26 of these tests used the VIPER Mill and
successfully documented substantially lower sorbent usage. This test data allows
customer lifecycle cost analysis to compare sorbent consumption and VIPER Mill
usage with other milling technologies or without using a mill.
Envea Pursuing FGD CEMS Market in India
Envea
designs and produces a complete range of state of the art CEMS gas and dust
analyzers, sampling systems, data acquisition systems and software for the
continuous measurement & reporting of stack pollutants. The company performs
conceptual studies to full engineering, procurement, construction and
commissioning of turnkey systems for continuous emissions monitoring service.
Environnement SA India Pvt. Ltd. (a 100 percent
Subsidiary) inaugurated on January 5, 2017 1a larger facility necessary to meet
company growth and expanding capabilities. Group President Mr. Francois GOURDON
presided over the function of Inauguration. With nearly 200 employees today,
Environnement SA India’s strength lies in the realization of complex projects,
the optimization of the economic resources, the ability to experience and adopt
best techniques in compliance with safety and environmental policies.
The
expansion helps Environnement SA India Pvt. Ltd meet existing customers
requirements for increased production of turnkey air quality and emissions
monitoring systems as well and will also enable the company to further support
new customers.
At a recent conference, Jerome Laplagne presented an overview of the available
gas CEMS technologies applicable to FGD and DeNOx efficiency control. Both
extractive and in situ type gas CEM technologies were covered, including
dilution based and TDL. It included some case studies for various abatement
technologies, with some guidelines for proper gas CEMS selection.
Jerome has a background of technical Engineer in Applied Physics and
Instrumentation. Since 2002, he was able to develop strong technical and sales
skills in gas analysis instrumentation and also complete monitoring systems
through its involvement in various departments of the Envea company such as
project engineering, R&D and Sales. After several years taking care of Europe
and Africa, Jerome is now the Area Manager of Envea for India covering both
Ambient Air and Continuous Emission Monitoring business units.
Jérôme Laplagne, Area Manager Europe & Africa
linkedin.com/in/jérôme-laplagne-7824b414
Malek Hattar General Manager at Envea (Altech Environment USA)
mhattar@altechusa.com
https://www.linkedin.com/in/malek-hattar-440b7349/
Johnsen Chemicals Has A Combustion Catalyst
That Lowers Pollutants
Johnsen Chemicals AS
was established in 2008 and has since been working on the development of a
catalyst for solid fuel. The product has been tested on several markets with
good results. The results show that the catalyst contributes to a reduction of
harmful emissions while also making the combustion process more effective with a
lower consumption of fuel.
Sootaway
is a
combustion catalyst for solid fuel. The active ingredient is a manganese
complex. The catalyst works on all types of solid fuels.
Increases rate of heat release Lower
ignition temperature
Reduces emission of CO, SO2 and NOx
Increases rate of heat release
Lower ignition temperature
Reduces emission of CO, SO2 and NOx
Reduces unburned particles like soot
Ables total combustion at lower temperatures
Reduces sediments
Reduces consumption of fuel by 15-20 percent consequently reducing emission
of CO2
Reduces costs of energy production and maintenance of equipment.
Johnsen Chemicals AS
Trollåsveien 36
1414 Trollåsen, Norway
Telephone: +47 913 31 089
Mail:mail@johnsenchemicals.com
Leif Vebenstad Chairman Johnsen Chemicals AS
linkedin.com/in/leif-vebenstad-65b37683
EPP Provides FRP Scrubber Vessels
The extensive range of products manufactured by EPP includes - GRP/GRE Pipes,
Fittings & Liners, FRP Cooling towers/Scrubbers/Blowers/Hoods/Ducts & Chimneys,
FRP Storage Tanks, various FRP Pultruded Products
Tumuluru Ramakrishnan, Vice President linkedin.com/in/tram09
ramashland@gmail.com
Uniphos Provides Particulate and Gas CEMS
Uniphos CEMS are available based on
different technologies depending upon the suitability and user’s requirement:
Highly sensitive & gas specific Chemiluminescence/Fluorescence based NOx
and SO2 Gas Analyzers
Non-Dispersive Infrared (NDIR) based Analyzers
Electrochemical sensor-based analyzers
An Online Dust Analyzer uses the innovative Dynamic Detection Principle (DDP),
which measures fluctuations in the intensity of a light beam, using a folded
beam Transceiver /Reflector arrangement. Increased particulate density in the
stack causes the scattered light intensity to increase. When calibrated against
reference standards, the intensity of this signal relates directly to the
particulate concentration in the stack, and this can be used to display as a
reading in mg/m³.
Uniphos Envirotronic Pvt Ltd,
P.O Nahuli, Tal. Umbergaon, Dist. Valsad, Gujarat – 396108, INDIA
+91-9909 994 042 / 7574 839 945
Rahul Singh Vice President (Business) at Uniphos Envirotronic Pvt. Ltd.
linkedin.com/in/rahulsingh1974
LeBracs Supplies Rubber Lining for Vessels and Ducts
LeBracs Rubber Lining Private Ltd. commenced manufacturing activities in 1989 at
Pondicherry, India. The factory is spread over four acres of land with a covered
area of over 30,000 square feet. Over the years, the company has successfully
executed many projects with customers in the Fertilizer / Chlor-Alkali / Water
Treatment and Iron Ore benefaction industries in India and overseas. LeBracs
Rubber has, over the years, been certified under ISO 9001:2015, ISO 14001:2015
and ISO 18001:2007 demonstrating the management’s commitment to quality of
product and concern for the environment and safety. LeBracs Rubber has different
formulas for various types of rubber lining, for its various applications.
Debananda
Banerjee, Chief Marketing Manager
linkedin.com/in/debananda-banerjee-86b605101
Speakers at SOx-NOx 2019
Chief Guest’s Welcome Address
Shri Prakash Javdekar, H'ble Minister
Ministry of Env., Forest & Climate Change
Shri R K Singh - H'ble Minister of State (I/C)
Ministry of Power
Special Guest’s Welcome Address
Shri C K Mishra, Secretary
Ministry of Env., Forest and Climate Change*
Shri S C Garg, Secretary
Ministry of Power*
Guest of Honor’s Key Observations
Shri Prakash Mhaske, Chairperson
Central Electricity Authority (CEA)*
Shri S P Singh Parihar, Chairman
Central Pollution Control Board (CPCB)*
Keynote Address
Shri Alok Perti, Former Secretary Coal
Shri Anil Razdan, Former Secretary Power
Shri Ahwinkumar Khatri, DG – MEF
Carmeuse Exporting Lime to India from Oman
Carmeuse Majan, a Salalah Free Zone company, operates a lime kiln at full
capacity of 400 tons per day (tpd). It is ready for growth depending upon
availability of natural gas, which is crucial for any expansion.
Wael Abdalla, Carmeuse Majan’s General Manager, presented an ambitious picture.
“Development of four kilns is our current expansion plan. Of that, the second
kiln investment preparations have already started and gas allocation to the
second kiln at the soonest is an absolute necessity,” he said and added that in
10 to 15 years from now Carmeuse Majan would have eight kilns.
He, however, reiterated the urgent need of gas to meet the company’s target.
“This will require gas allocation to support a third and fourth kiln within
three to five years and to support fuel needs for four kilns in 8 to 15 years.”
Carmeuse lime, according to Abdalla, is in very good demand in India and other
countries and called for seizing the opportunity of organic market growth and be
ahead of competition from UAE, Malaysia, Vietnam, etc.
Commenting on some of the broad industry trends and developments taking place in
his market, Abdalla termed India as the main target market at the current stage
as the steel industry is the main consumer of quick lime in the Indian market.
“Lime demand in India is projected to grow from seven to 12 million tons by 2020
driven by the fast-growing steel industry. Reports suggest that India aims to
achieve 300 million tons of annual steel production by 2025-30,” he said.
The lime is ideal for a large variety of high demanding applications such as
steel, paper, water and wastewater, agri-food, construction, flue gas cleaning,
chemical industry and others. The majority of the production is exported to
India.
Sorbacal® SPS Used in CDS and DSI Systems
As an effective control strategy for all acid gas pollutants, Sorbacal®
SPS can be used in the following applications:
DSI as the main SO2 control technology, even when
moderate-to-high removals are needed
DSI as a boost to an existing flue gas treatment (FGT) system • Circulating
dry scrubber (CDS) technology with demonstrated improved performance in
specific conditions
Dry injection over a wide range of temperatures: from 120 to 2000°F (50 to
1100°C)
Both baghouse filter and ESP particulate control devices, with high
effectiveness
Existing DSI systems without added expense
Existing sodium systems without the need for on-site milling
https://www.lhoist.com/sites/lhoist/files/brochure_sorbacalr_sps_-_en_8.pdf
Lhoist Announced Possible Price Increases of 11 percent Last December
Lhoist Dec 2018 statement “As we head into 2019, we are faced with significant
cost increases from the markets that supply critical inputs to our plants. In
particular, we are facing:
Energy – Coal (up 15 percent), Oil (up 30 percent), Natural Gas (up 6 percent)
Steel products (up to 40 percent depending on product)
Employee wages and benefits
Regulatory requirements and the associated cost of compliance
The unprecedented headwinds facing the transportation industry, including
regulatory pressures and a severe shortage of drivers that affects the cost of
virtually everything we purchase as well as the products we ship via barge, rail
and truck.
As a result, we will adjust prices for lime, limestone, and clay products by up
to 11 percent in most cases effective January 1, 2019 or as contracts allow so
that we can continue to be a reliable supplier into the future.
While we continue to make a favorable impact with our Continuous Improvement
focus, we are only able to partially offset the cost pressures we are facing. As
a result, we must increase prices in order to be able to remain a sustainable
supplier to our customers in the long term”
https://www.lhoist.com/sites/lhoist/files/2019_lna_price_guidance_3.pdf
Lhoist Market Share in Asia
Lhoist Group is a global leader in lime, dolime and derived products,
established over 125 years ago in Belgium. The Lhoist Group is present in 25
countries with more than 90 facilities around the globe. Lhoist offers local
solutions to Asia, by its regional headquarter in Kuala Lumpur, and production
facilities in Malaysia.
Twenty-seven percent of Lhoist $2.4 billion revenue is environmental. Only 2
percent of revenue is in Asia. Fifty-three percent is in Europe and 38 percent
in North America.
https://www.slideshare.net/PnlopeFabre/lhoist-group-presentation-2018
CONFERENCES
Leveraging DSUA Expertise to Assist Indian Utilities Participating in SOx-NOx
Conference
A webinar with participants from Europe, China, the U.S. and India not only
covered two upcoming conferences but how the knowledge available at one can be
used by the other. A two-hour recorded webinar provides a preview for the
upcoming September`9-12 DSUA Conference in Kansas City
- DSUA
http://www.dryscrubberusers.org/
and the September 11-13 conference in India - SOx-NOx
http://soxnox2019.missionenergy.org/
Gerald Hunt, Manager, Flue Gas Treatment Applications at Lhoist North America,
Inc
Even for those who are attending the conference, the ability to ask questions of
and analyze the presentations of the speakers is enhanced by the knowledge from
previous conferences. An important paper on maximizing SDA performance was given
by John Kersch of NAES in 2003.
For the conference today he submitted this paper with the following comments
“Reducing lime usage has been a big money saver for the plants. That has been
accomplished by a combination of operating on approach temperature control using
dew point measurement and better automation of the system, so we don't over
scrub. Sharing this information with other plants in the same boat is the real
value of the Dry Scrubber Conference. You benefit from somebody else's testing
or trial and error to solve common problems. The attached PowerPoint is probably
one of the better ones that highlights a project we did with Primex.”
We also displayed the 2018 DSUA predictive diagnostics for atomizer paper by Ken
Rogers of Omega Atomizers as an
example of how data in DSUA archives can be valuable for new initiatives. Ken
Rogers DSUA 2018 paper on Atomizer diagnostics.
DSUA will be a three-day conference. Here is the agenda.
·
Monday (9/9)
·
Tuesday (9/10)
o
Keynote Talk by Donnie Duffee (American Electric Power Welsh Station Plant
Manager)
o
Technical sessions (8 technical papers/plant reports)
o
Break-out sessions
§
Performance Optimization
§
Scrubber Maintenance
§
Particulate & Filtration
o
Breaks and meals sponsored by Mississippi Lime Company, National Filter
Media, Omega Atomizers, Primex Process Specialists
o
Evening networking event at Top Golf (sponsored by Evonik, Industrial
Accessories Company, Integrated Global Services, Lhoist)
·
Wednesday (9/11)
o
Morning (Plant Tours)
§
Kansas City Power & Light Hawthorn Station – Spray Dryer Absorber
§
Kansas City Power & Light Iatan Station – Spray Dryer Evaporator
§
Kansas City Board of Public Utilities Nearman Creek Station – Circulating Dry
Scrubber
o
Afternoon (Plant Tours and Social activities)
§
Plant tours at Iatan and Nearman Creek
§
Social Activities (sponsored by National Filter Media)
o
Evening Vendor Exhibiting
·
Thursday (9/12)
§
Technical sessions (8 technical papers/plant reports)
§
Break-out session
§
Pebble Lime & Hydrated Lime
§
Corrosion & Erosion
§
Atomizers & Injectors
o
Breaks and meals sponsored by Carten/Fujiken, Duromar, Graymont
§
Evening closing reception
S.D. Dalvi is President of Partnerships at Mission Energy and an organizer of
the SOx - NOx conference. The organization plays a leading role in clean energy
as explained on their website
http://missionenergy.org.
We asked Mr. Dalvi the following questions.
S Dalvi -
President of Partnerships
Q. With your background in International Law and lengthy experience with
strategic partnerships and alliances how do you assess the potential for Indian
air pollution system and equipment suppliers to partner with international
companies?
A. Environment Law is long in India. Legal Compliance norms in India follows the
maxim "Polluter Pays Principal" Emission Standards are governed by CPCB (Central
Pollution Control Board) (State Pollution Control Board) & CEA Central
Electricity Authority.
The Regulator Tone at the top is clear "If you feel compliance is expensive, try
noncompliance." so the right panic buttons at non adhering powering plants have
been pressed & hence the need for technologies in FGD, SCR, SCNR is a business &
legal imperative.
Yes, there are growing partnerships with Indian air pollution system & pollution
control suppliers to partner with Indian & international companies to assess
this need given the Extended Deadline to Year 2022.
The challenge however lies in policies for DeNOx regulations as norms may get
diluted for certain PSU plants as per a speculation resulting in delayed orders
for vendors.
Q. Is part of your role liaising with the Government of India Policies?
A. Not exactly we can only suggest changes to the Government regulators by
making some noise as a "Collective Voice of the Industry."
We assure you we are seriously heard as the mission and our team headed by our
Director General Shri Ashwinkumar Khatri has been dedicated. The mission was
formed more than a decade ago under the 'Aegis' & blessings of the Late
President of India Dr. Apj Abdul Kalam also a renowned scientist on issues like
gasification, coal gasification, waste to energy, fly ash utilization and
environmental norms like water optimization and SOx and NOx
under air pollution control from plants.
Q. How will SOx NOx 2019 benefit international suppliers
who want to partner with Indian companies?
A. Essentially SOx NOx 2019 is not a typical matter of
fact buyer seller meet but a policy conference supported by the varied
ministries government of India. This is a senior decision makers conference
where delegates will benchmark success stories, failure stories (things to
avoid), best practices and case studies. They shall discuss the pain areas right
from selecting the right partner & alliance pain areas which needs to be ironed
out.
It’s a Conference of senior decision makers and not going to be attended by
junior procurement influencers but by heads of businesses from PVT & PSU Plants
to enhance bottom-line. It’s an opportunity for International suppliers to
discuss synergies with an audience who have the ability and appetite to invest.
Q. SOx NOx 2019 attendance has been growing steadily each
year. What is your expectation for the quantity and quality of information
exchange this year?
A. SOx NOx 2019 participants this year are in attendance
mainly for questioning the regulators, seeking clarifications and selecting
right technologies.
Challenges: while PSU plants may have low participation waiting for plants to
die a natural death and have new plants with new FGD with the given extension
deadline to 2022. There is scope for enormous business for solution providers
and their Indian partners.
China Challenge: There are certain reservations and frustrations among solution
providers from China related to India’s policy guidelines which may affect
vendor participation from China who were represented last year.
I am supremely confident the content on this year’s presentations in
continuation from last year will focus on the way forward for SOx NOx
in India and SE Asia.
Q. Can you cite some specific examples of value which will be provided this
year?
A.
Value take-away explained in detail on our brochure and Summit Webpage
(1)
Visitor
& Delegate Profile
(2)
Government
of India Support from Varied Ministries
(3)
Reward & Recognition (Environment Excellence Awards) 10 categories
(4)
One
on One meetings for Top Sponsors at their exhibits with key participants during
the day and networking cocktails at the end of day one.
(5)
Post
Conference report submitted to the Varied Ministries as a collective voice of
the Industry.
Insights on the Indian market were presented by Ravi Krishnan of Krishnan
Associates. McIlvaine is reporting programs for 100,000 MW of wet limestone
scrubbers, which are well underway and 60,000 MW of dry scrubbers for smaller
and older plants which is just being initiated.
Ravi supplied slightly different forecasts.
But when you add in the 300-400 private power plants which will probably
have to install FGD, and coastal units which will use the seawater process the
numbers are similar.
Ravi has already submitted a detailed analysis prepared by
Sumitomo SHI FW which shows that
circulating fluid bed scrubbers have a lower total cost of ownership than wet
scrubbers for many Indian applications. His estimates of wet scrubber forecasts
of $65/kW and dry scrubbers at $45/kW can be compared to the estimates by
Clayton Erikson, which were presented at SOx-NOx last year
and have been included recently in the Alert and FGD newsletter. We would hope
to arrange a webinar next week to discuss wet and dry scrubber options.
Dr. Jianchun Wang (Joe) of Longking discussed the application of dry scrubbers
in Chinese plants. Longking is the largest supplier of dry scrubbers worldwide.
It has systems on steel sinter strands, coal-fired boilers and other
applications. Longking has also developed byproducts from dry scrubber waste. A
discussion including Joe, Paul Brandt of Burns & McDonnell and others focused on
the ability for dry scrubbers to operate cost effectively on high flyash coals
such as found in India. Paul used the example of Luminant, which
has a high dust SCR and CDS scrubber working effectively on a large lignite
boiler.
Joe referenced the Longking successful experience with high ash coals in China.
He also made the point that the because of the contribution from the reagent
whether it is high ash or low ash coal the total solids reaching the fabric
filter does not change much.
Scott Affelt of XMPLR introduced
the use of predictive analytics to monitor for reliability and performance of
air pollution control equipment. Predictive analytics can be used to provide a
holistic view of the APC train and identify early performance shortfalls and/or
equipment/component failures. Advanced analytics tools can also be used to
provide automated diagnostics and prognostics.
Several consultants from Burns & McDonnell were on the call. They have
prepared a list of some of the data which is needed. The obvious items on
the list are fuel and reagent quality, regulations, and plant operation
characteristics. But there are other items which may be overlooked. For
example, the water required for semi dry scrubbing has to be low in TDS.
Burns & McDonnell questions?
Cost and availability of pebble lime, hydrated lime, limestone in India.
What is the calcium percent content available for each of these products?
Water quality and availability? Re-use of plant wastewater in scrubber to
limit makeup? May need water treatment equipment as dry scrubbers typically
require lower TDS water. Chlorides always a concern for materials of
construction as well.
What are the SO2 limits at the stack? Acid gases and particulate?
Ammonia slip? Mercury? Are regulations changing in the foreseeable future?
Wastewater regulations for wet scrubber blowdown? Evaporation of wastewater
in dry scrubber is generally simpler than adding wastewater to wet scrubber
reaction tank as more negative impacts can occur.
What sort of coal available and delivery methods?
What is cost/availability of powdered activated carbon?
Load cycling and effects on dry scrubbing systems. This continues to be a
challenge in the U.S. which was not the case many years ago.
Use of dew point monitoring. Proven way to adjust approach temperature and
balance reagent usage stoich and avoid corrosion.
What sort of coatings are available for corrosion protection? Many end users
find coating of baghouses and some scrubber vessels is warranted.
There have been some past issues with PAC and scale/buildup for SDAs in head
tanks. Not too many examples, but worth considering/reviewing with DSUA
users to avoid past issues and understand mitigations.
Solids dropout in scrubbers. CDS systems have seen this, but many others
have as well. Want to be CFD flow model performed and physical model as well
across the load range to determine flue gas recirc flow for CDS especially.
Benefit of flue gas inlet flowmeter for recirculation flue gas flow
calculation? Marginal performance for some styles of instruments and
many scrubbers have not included. Pitot setup may be best, thermo/electric
device in CDS service has had issues with particles fouling up.
In the U.S., hot side ESPs have caused issues including sticky or charged
particles downstream, not enough fly ash to CDS especially impactful.
Is this a concern for units in India?
By-product disposal versus reuse. Some agricultural and stable fill used in
the U.S. but limited. What is market for gypsum from WFGD in India?
We are initiating analyses in Coal Fired
Power Plant Decisions, FGD, Fabric Filter, and Scrubber Adsorber Knowledge
Network (WTE, Steel etc.) on subjects of high interest, which are relevant to
the two conferences. There are two questions to be investigated. (1) Is
the technology available in both countries? (2) Which is the best technology for
each country?
The subjects are
Instrumentation and CEMS: Envea is at both conferences. Emerson, ABB, Horiba
and others are active in both markets. This includes process management software
and data analytics such as presented by XMPLR in the webinar.
Fabric filters and bags: Hamon, FLSmidth, BWF, Evonik, Parker, GE and others are
active in both markets and participating in one or both the conferences.
Valves: Fujikin is a DSUA sponsor. We will gather information on their
successes with slurry control valves for atomizers. Crane, Velan, and L&T are
part of the Indian Valve Manufacturers Association. They can provide input
individually and as an association.
Dry versus Wet Scrubbers: The Sumitomo SHI FW analysis in Crore comparing CFB
scrubbers to wet scrubbers and the Babcock Environmental analysis showing
detailed cost analyses for limestone scrubbers in India can be the basis for
discussing the various options.
Chemicals including lime, limestone, treatment chemicals: Carmeuse. Lhoist, and
other calcium product producers are involved in both conferences. The discussion
in the webinar referenced the lack of high-quality lime and limestone for Indian
power plants
We expect to make progress with these analyses prior to the two conferences and
will make them available to all the attendees.
Process management, instrumentation and CEMS provides a way for Indian utilities
to instantaneously create the world’s most knowledgeable air pollution control
management staff. Data analytics is just part of the process. As Scott Affelt of
XMPLR pointed out, data analytics can contribute the following:
Predictive analytics accurately detects anomalies in APC performance and
reliability BEFORE they impact compliance
The Virtual SME can automatically diagnose the likely cause of the problems
based on multiple symptoms
Remaining time to act can allow better maintenance planning and lower
maintenance costs
Predictive analytics can increase APC-related availability and lower overall
operating costs.
These analytics can be utilized on the sub-systems, but the greatest value is
the holistic use.
Subject matter expertise is incorporated into the analytics software based on
input from subject matter experts (SME). So, this eliminates repetitive work for
the SME. However, it cannot
eliminate the need for creative thinking and high-level analysis. So new subject
matter expertise must be integrated into ever changing data analytics software.
Primex has demonstrated the value in applying dry scrubber subject matter
expertise at NAES plants operating with process management software from OSI.
Primex is also pursuing the use of automated data analytics.
There are experts such as John Kersch of NAES and Ken Rogers of Omega who can
assist Indian
utilities from 7835 miles away in Newark. What is needed is the Industrial
Internet of Wisdom (IIoT) to be pursued with the same level of effort as IIoT.
One of the aspects of this pursuit is to determine how the Indian
challenge is different than the one in the U.S. If this difference is understood
and incorporated, the contribution of U.S. SMEs will be very valuable.
To view and listen to the recording click on:
http://home.mcilvainecompany.com/index.php/component/content/article?id=1519
There are multiple dry scrubbing technologies. One is the spray dryer
absorber (SDA). This utilizes the
same principle used in manufacturing instant coffee or powdered soft drinks.
A slurry is sprayed into a vessel through which the hot gas flows.
The liquid evaporates. The acid gas reacts with the absorbing particles. The
particles are then captured in a fabric filter.
How complex are the decisions: There are at least 1500 combinations to
assess.
But there are also site-specific considerations such as cost of electricity,
reagents, pollution limits, plant life, existing equipment. So, these can
present another 100 variables resulting in 150,000 factors.
Yokogawa Process Optimization Reduces Yearly Costs in Limestone FGD System in
Japanese Power Plant
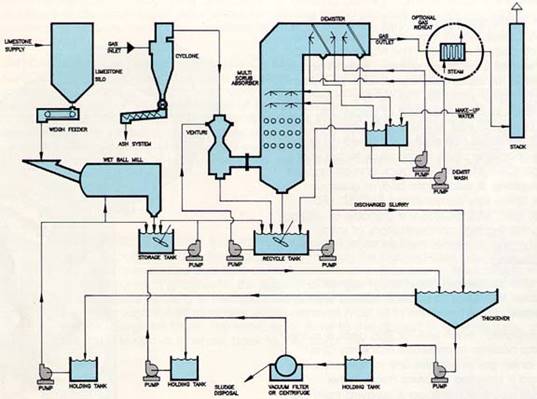
Gerald Hunt, DSUA President,
was the lead speaker today. He provided a DSUA conference preview. He said
more than 100 people have registered and more are expected. As can be seen
from the agenda below there is lots of time for discussions and personal
contact. He also mentioned the
archives and the ability for those who cannot attend in person to pay for
access.


(i)
http://home.mcilvainecompany.com/images/Article_Show_me_the_Money_CFBS_vs_Wet_FGD_Aug19.pdf