Webinar on May 1 concludes that Hot Gas Filtration is a Great Solution for Old Power Plants but EPRI says - Not so Fast
A very positive conclusion was reached yesterday during a webinar on Hot Gas Catalytic Filtration with DSI. The combination would be much more compact and less expensive than stand alone particulate control, FGD, and SCR. Furthermore, the maximum amount of heat can be extracted from the clean hot gas.
After the webinar Ramsey Chang of EPRI called and said that the issue that needs to be addressed is mercury removal. It may not be a problem for some industrial installations and for offshore coal-fired power plants but it does have to be addressed with existing plants. EPRI research concludes that mercury sorbents will not achieve high efficiency at the 850°F temperatures encountered with hot gas filtration.
McIlvaine subsequently called Jeff Kolde of W.L. Gore and posed the question of whether the Gore mercury technology following a hot gas train and then maximum heat extraction would be a good fit. Here is what he said:
"Bob,
I really do think it’s a good fit for our technology. If you can get us a relatively cool gas stream (100-200°F) with 50-100 percent relative humidity, we'll very efficiently take out the mercury. The required amount of SO2 depends on the amount of dust and the wash system design. I don't know how efficient a ceramic filter is for particulate capture compared to a traditional fabric filter or an ESP (author note: very efficient). But with at least 10 ppm SO2, we can tolerate typical post ESP dust, and with 100 ppm, we can likely tolerate even higher levels. The Gore modules could easily provide another 50 percent reduction of SO2. We have experience running our system downstream of a DSI system for SO2 polishing. I think it makes a lot of sense. So I really don't have any concerns. If the upstream part works like you describe, we'll complete the picture.
Thanks for thinking of us. Regards, Jeff Kolde"
The other option is not to use DSI but use the catalytic filter for particulate and NOx and then a wet scrubber for the mercury and SO2. The webinar was based on extensive data provided on a dedicated website Hot Gas Filters - Continuous Analyses .
This website is freely accessed and has power point presentations, webinar recordings, and case histories.
The webinar was arranged to evaluate various hot gas technologies. The following criteria were used.
Criteria
|
Size
· Stand alone · Stacked · 80 ft diam. grain elev. |
Cost - initial and operating
· Candle cost · Replacement cycle · Waste disposal costs · Sorbent costs |
Energy
· System · Pressure · Heat recovery |
Particulate Experience
· PM · Metals · Mercury |
Acid Gas Experience
· NOx · HCl · SO2 · VOC, Dioxin |
A number of options were reviewed along with information on the suppliers.
|
Catalytic |
Filtration Group |
BWF |
|
Ceramic |
Filtration Group |
BWF |
|
Unifrax |
|
|
|
Metal |
Mott |
Purolator/Bekaert |
|
Glass Fiber /Ceramic Coating |
Nederman |
3M |
|
Sodium DSI |
Solvay |
Natronx |
|
Lime DSI |
Lhoist |
Graymont |
|
Mississippi Lime |
Carmeuse |
|
|
Limestone DSI |
Ener-Chem |
|
|
Sorbent Recovery |
Neumann |
URS ( ZLD) |
|
System Design |
Lodge Cottrell |
Babcock & Wilcox |
|
Alstom |
Sargent & Lundy |
|
|
Barr |
CBI |
|
|
Heat Recovery |
Lehigh |
|
|
Flyash Management |
Waste Management |
|
Bob McIlvaine pointed out that a steam plume indicates wasted energy. That heat should be recovered and the following discussion of Hot Gas Filtration suggested ways that could be accomplished. Work under way at Lehigh University goes one step further and indicates that condensing water in the flue gas would allow coal-fired power plants to become water producers.
Howard Fitzgerald of Lhoist, the world’s largest lime company, described their Sorbacal products. The Sorbacal family of products provides increased surface area and larger pore volume. Tests of Sorbacal SPS have approached near 100 percent removal of SO2. Howard provided examples of Sorbacal used in conjunction with TriMer’s ceramic filter. The examples were smaller than utility scale but were in the 10 MW range.
When asked about costs, Howard pointed out that a lower feed rate would offset some of the increased price. Tri-Mer has incorporated Sorbacal into a number of its installations.
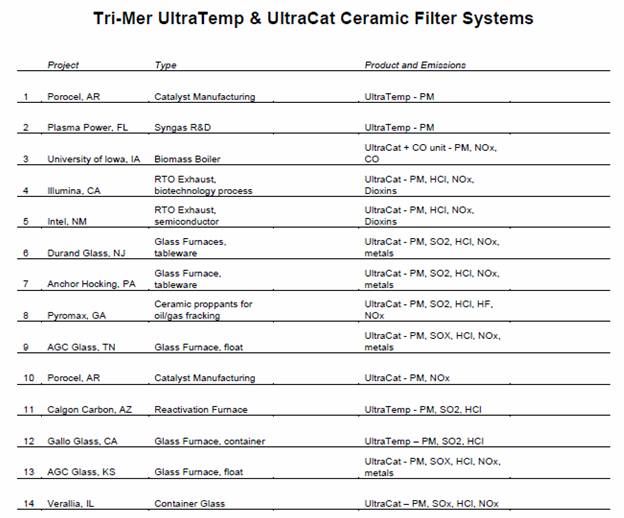
There is a good experience base with Sorbacal. It is installed at locations 6, 7, 8, 9, 11, 13 and 14.
Richard Lydon of Clear Edge Filtration Group presented the case for using a ceramic media with an embedded catalyst. The result is high dust removal and high NOx reduction. DSI ahead of the filter allows acid gas removal as well. There are many thousands of these filter elements already in operation on various industrial operations. Recent installations in the U.S. show high efficiencies.
Richard reported their Cerafil elements have been installed on mixed waste fuel applications in the 50-100 MW size. In discussing their use in replacing old precipitators, Richard explained the footprint could be reduced from that of existing precipitators. The discussion referenced the power points posted on the dedicated hot gas filter site.
Holger Blaha of BWF explained that his company had begun producing hot gas elements in the 1980s and catalytic units in the 1990s. They were focused on the incinerator market. Holger reflected that they may have been ahead of the market. Stricter regulations and energy costs may mean that now is the time.
Tests have shown BWF’s three meter filters can operate continuously at 800°C. Holger commented that a more realistic operating range might be 300-500°C because the limits of metal construction are around 600°C.
Pyrotex® KE The candle element for hot gas filtration
Mike Wilson of Mott explained that metal filters have typically been used in the process industries. Catalyst transfer in FCC operations has been an important application. When asked if there would be problems with sulfur and chloride he explained they are always looking for new alloys and didn’t see this as a problem.
FF 05 12 07 “Advances in Filtration Technology Using Sintered Metal Filters”
Clarcor (Purolator and the former Bekaert Advanced Filtration Products) offers a range of gas filtration systems, based on Porofelt® sintered porous metal fiber filter elements. The filter systems are used in high temperature and/or corrosive chemical and petrochemical processes, for gas/solid filtration of process and waste gases. Porofelt® elements are claimed to offer a lower pressure drop, easy cleaning, high mechanical stability and chemical & heat resistance
Nederman (Mikropul and Menardi) have a range of alternatives including MikroTemp™. The company believes that established glass fiber is a less expensive alternative to other high temperature filter media. Ceramic coating of the glass fibers, together with a special design of the baghouses (patent pending), allows a significant increase of the operational temperature level up to 500°C (932°F), which cannot be achieved by usual glass fiber bags. At the same time, the mechanical stress of common pulse-jet cleaning can be reduced. High filtration efficiencies of more than 99.9 percent with clean gas concentrations significantly below 5 mg/m3 can be achieved, adapting filtration conditions to the dust features.
The unanswered question is why this media and the 3M Nextel have not been more widely used than the metal and ceramic alternatives? We need to explore this further with Nederman and 3M.
Nederman Offers Both Glass Fiber and Ceramic Media Filters
There are two solutions for the mix of ash and sulfates produced by the hot gas system. If the sorbent is sodium then one option is to use the Neumann sorbent recovery system. It produces calcium sulfate. It also produces a relatively clean ash and regenerates the sodium.
Ceramic Filter with Embedded Catalyst and DSI Achieves High SOx, NOx and ROx Removal
If lime is used as the sorbent then the calcium sulfate mix can be chemically fixed and disposed as a stable landfill product. Tests by Lhoist verify the stability of the mix and retention of mercury and other toxics. A previous webinar presentation by Gordon Maller of URS explained their version of the process.
Jerry Radway of EnerChem discussed injecting limestone in the boiler. Earlier testing on this idea had not been too successful. Jerry explained that the new process they are providing uses a much finer ground limestone and is providing much better results. Very low capital cost, small footprint and quick installation are the advantages claimed for this process. Jerry says that the limestone furnace injection can be combined with lime in-duct injection for an economical combination to achieve very high efficiency.
We will be conducting additional webinars and updating Hot Gas Filters - Continuous Analyses. The questions to be pursued include the capture of mercury, ways to best extract heat, a more comprehensive comparison of costs, the fragility of the glass media option, and the disposal of captured pollutants and sorbents.