PUMPS: WORLD MARKET
UPDATE
March 2019
McIlvaine Company
Hydraulic Fracturing Presents a Most
Profitable Market Opportunity for Pump
Manufacturers
The hydraulic fracturing pump market is
one of the Most Profitable Markets (MPM) for
pump suppliers. It is large and will grow at
close to double digit rates in the next few
years. The application is extremely challenging.
This creates a situation where a better designed
pump can be sold at a much higher price.
The repair part market is bigger than the new
equipment market. So this creates a large
combined market.
There are a few major purchasers each of whom
will spend more than $50 million per year on
pump hardware, repairs and services. This
makes direct sales possible. Without sales
commissions or distributor markup the gross
profit will be higher.
It is recommended that pump companies invest in
very detailed market forecasting which is
focused on increasing profits and not just
revenues. This forecast can be described
as the “Most Profitable Market” (MPM). The $70
billion industrial pump market is the Total
Available Market (TAM).

The Serviceable Obtainable Market (SOM) is the
market which can be addressed with the lowest
priced product at even small unit margins. The
Most Profitable Market (MPM) is the one for
which the supplier can most profitably supply
its products and services given its capital and
knowledge resources.
Hydraulic fracturing offers a large and fast
growing MPM for pump manufacturers. New
developments in the last month will cause a
large increase in fracking pump sales. It
now is a good bet that the U.S. could be
producing 25 million bbl/day of liquids by 2025.
The oil companies are saying that OPEC and IEA’s
more pessimistic forecasts are wrong. They are
setting their capital budgets on this premise.
Largest Coal Fired Power Pump Market is
in the RCEP
Most of the new coal fired power plants will be
built in Asia. The region already operates more
coal fired power plants than the rest of the
world. The U.S. has willingly given up its quest
through the Trans Pacific Partnership to be a
major player in the Asian coal fired power
combust, flow, and treat (CFT) market.
International CFT suppliers are unwillingly
losing an advantage which will be difficult to
overcome. A new trading group in Asia includes
Chinese financing for plants throughout the
region. The plant suppliers include a number of
large Chinese companies.
The Trans-Pacific Partnership (TPP), which has
now been rechristened the Comprehensive and
Progressive Agreement for the Trans-Pacific
Partnership (CPTPP) includes the Regional
Comprehensive Economic Partnership (RCEP) – a
free trade deal involving the ten members of
ASEAN plus its six dialogue partners. If it
succeeds, RCEP will become the world’s largest
trading bloc, accounting for 3.4 billion people
with a total Gross Domestic Product (GDP) of
$49.5 trillion.
China has more than 40 percent of the existing
coal fired boiler fleet. It has 80 percent of
all the coal fired power plants less than 20
years old. This means that much of the
experience with newer pump designs resides in
China.
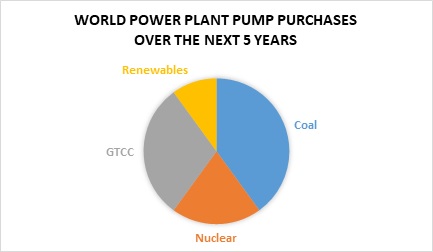
Coal fired power will remain the largest
purchasing segment in the world power industry
over the next five years.
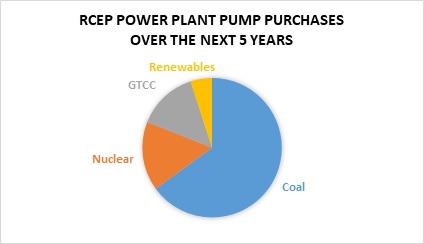
Most of the pump purchases in RCEP power plants
will be for coal fired generation. The new coal
fired capacity will exceed the new gas turbine
capacity. Coal fired power plants spend 3.5
times as much for pumps as do gas fired plants.
Solar and wind pump purchases are small.
Outside of the RCEP the two most active
constructors of coal fired power plants are
Turkey and Pakistan. Due to the China-Pakistan
Economic Corridor plan and billions of dollars
of Chinese funding for seventeen coal fired
power plants, Pakistan is nominally part of this
larger endeavor. China and Turkey have
strengthened relationships and China is
investing in Turkish power plants. So China is
involved in all the regions with coal fired
boiler construction activity.
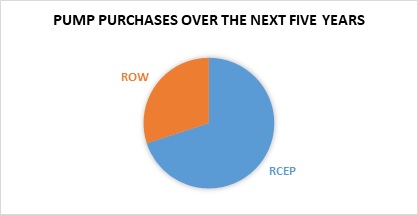
RCEP will be the major purchaser of power plant
pumps over the next five years.
Environmental upgrades have been a good source
of pump business. For example a limestone
scrubbing system for a coal fired plant requires
an investment of more than $100 million. Of this
total over $2 million is for pumps. The addition
of 200,000 MW of FGD systems in the U.S. spread
out over three decades resulted in less than $1
billion of dollars of revenue for pump
companies. China has now installed over 900,000
MW of FGD systems. Other countries in RCEP will
need another 400,000 MW of new and retrofit
systems. India is presently retrofitting more
than 50,000 MW of FGD.
Repair parts and maintenance for pumps used for
recycling limestone slurry is substantial and
represents a larger expenditure over the pump
life than does the original investment. So the
combined market for new pumps and repairs in the
power industry will exceed $3 billion in 2019.
PUMP DISLAYS AT OTC
A number of pumps will be exhibited May 6-9 at
the Offshore Technology Conference. There will
be Exhibiting Companies: 2,000+ representing 40+
countries (including divisions and subsidiaries)
and 23 international pavilions Exhibit net
square feet: is 500,000+ sq. ft., including
outdoor exhibits. Attendance is expected to be
60,000+
representing 100+ countries (includes
exhibit personnel) There will be
350+ technical presentations, 22 topical
breakfast and luncheons, and 11 panel sessions.
Boerger Pumps:
Headquartered in Germany with subsidiaries
around the world, Börger develops, manufactures
and sells rotary lobe pumps, macerating
technology and feeding technology for the
conveyance of low to high viscous and abrasive
materials.
http://www.boerger.com
Cat Pumps®:
is a
supplier of triplex, reciprocating,
oilfield-process pumps. Their rugged triplex
design delivers high energy-efficiency, smooth,
low pulsation flow, field-proven long-life and
low maintenance. Flows .03 to 240 gpm. Pressures
100-10,000 psi. Designed for continuous-duty,
high pressure liquid applications.
http://www.catpumps.com
CheckPoint
is a solution driven design and manufacturer of
metering pumps, control systems, and solar
systems for Chemical Injection. CheckPoint can
assist you in the design and engineering of the
processes that will optimize your production at
the best ROI. Learn more about their diverse
range of pumps at
www.cppumps.com
Discflo Corporation
provides engineering pump solutions for
hard-to-pump applications. The company has built
a world-wide reputation since 1982
in the Oil & Petrochemical industries for
Non Emulsifying*Low Pulsation*Low
impingement*Laminar flow*High
viscosity*low-to-no-maintenance.
www.discflo.com
Eddy Pumps:
Mud Pumps and Drill Cutting transport pumps.
They are
replacing excavators in drill cuttings
processing. EDDY Pump is a pump and dredge
equipment manufacturer, established in 1984.
R&D, engineering and production are done in San
Diego. All of the pump equipment is 100%
American made, utilizing patented EDDY Pump
technology, which harnesses the power of a
tornado into fluid dynamics, creating an eddy
current.
https://eddypump.com
Fonda
Pump
specializes in design, manufacture, and service
of API 610 standard industrial centrifugal
pumps, auxiliary equipment, spare parts and
other liquid handling applications.
www.fondapump.com
Gardner Denver
is a
global manufacturer of pumps, parts and
service to the upstream oil and gas market.
www.gardnerdenverpumps.com
Gorman-Rupp
manufactures pumps and pumping equipment that
supply large quantities of water for hydraulic
fracturing operations, as well as centrifugal
pumps used on blending and hydration rigs. They
also manufacture a line of solids handling
self-priming trash pumps for drilling rig cellar
pump out, transferring drilling mud slurries and
tank loading
http://www.grpumps.com
Hengli Hydraulics
utilizes
advanced manufacturing and R&D centers,
located in China, Japan, and Germany in
developing hydraulic cylinders, piston pumps,
and valves.
www.hengliamerica.com
Hercules Pumps
is a Sino-German JV pumps company in China with
50 years experience in producing pumps. Due to
the policy of Designed in German, Made in China
the pumps are exported to many countries with
high quality and reasonable price and comply
with the latest version API and other
international standards. www.herculespumps.com
ITT Bornemann
has a worldwide
position in Twin Screw Pumps. Pumps &
Systems are the ideal solution for Tank
Terminals, Oil Production & Processing. Core
applications are served in Multiphase,
Petrochemical, Marine & General Industry as well
as in Food & Pharmaceutical markets
www.bornemann.com
LobePro, Inc.
offers PD rotary lobe pumps in standard &
API-676 compliant: S-Series: Sludge, Mud, &
Slurries; C-Series: Corrosives & Chemicals; and
D-Series: Abrasives & Corrosives. Some oil & gas
applications are pumping clean drilling fluid,
feeding decanting centrifuges, booster pumps in
pipelines for waste oil with abrasives, and
pumping from tanks requiring a suction lift.
www.lobepro.com
Monkey Pumps
offers chemical injection pumps; pneumatic
pumps; metering pumps, related packages, parts &
accessories.
http://www.monkeypumps.com
Netzsch Pumpen $ Systeme GmbH
http://www.netzsch.com
Northern Pumps
High pressure custom gear pumps since 1929.
The rugged design and adaptability of the 4000
series gear pump allow customers to operate
safely and efficiently at discharge pressures up
to 2000 PSI in crude oil and other liquids
including high temperature and high viscosity
liquids.
https://www.northern-pump.com/
Odessa Pumps and Equipment,
a distribution NOW company offers the most
comprehensive pump solutions in the industry.
From centrifugal, plunger, gear, and diaphragm
pumps to chemical injection and progressive
cavity pumps, there are very few requirements
that can't be met. Odessa Pumps offers exp pump
application engineering, fabrication, and
service to our valued customers.
http://www.odessapumps.com
Peroni Pumps America
is the North American subsidiary of Peroni
Pompe. Founded in 1895, Peroni has been helping
operators run reliable topside production
facilities,
manufacturing API 674
reciprocating pumps (up to 2500 kW) and API 675
metering pumps. Typical services: HP
methanol/glycol injection, slop oil reinjection,
well service.
http://www.peronipompe.com
Reliable Pumps Consultants
is a high pressure pump manufacturing company
that specializes in wellhead test equipment,
water blasters, and subsea flushing units.
http://www.reliablepumps.com
SPX FLOW
is a leading global supplier of highly
engineered flow components, process equipment
and turn-key systems, along with the related
aftermarket parts and services. Visit them at
Booth 409 to view our hydraulic equipment,
industrial pumps, valves, dehydration and
aftermarket services.
http://www.spxflow.com
Titan BOP Rubber Products,
Inc is an elastomer company which markets:
Pulsation Dampeners bladders and parts, Pipe
Wipers, Ram Packers, Packing Elements, Test Cups
and Assemblies, Oil saver rubbers, Stripper
Rubbers, Door seals, Seal Kits, Swab Cups, Ram
blocks, BOP's.
Titan offers Pump products: Ansi 4196,
Self-Priming Trash, Gear, Diaphragm, and
... Materials: DI,CI,316SS,CD4,Austemper.
http://www.titanbopinc.com
INTELLIGENCE SYSTEM UPDATES
Here are selected entries to the intelligence
system in the last month. All entries are
displayed in the following link
http://www.mcilvainecompany.com/pumps/subscriber/default.htm
Exxon Mobil Corp. plans to reduce the cost of
pumping oil in the Permian to about $15 a barrel
The scale of Exxon’s drilling means that it can
spread its costs over such a big operation that
the basin will become competitive with almost
anywhere in the world, Staale Gjervik, president
of XTO Energy, the supermajor’s shale division,
said in an interview with Bloomberg.
Black Sand's Permian mines are designed to
maximize water usage throughout the frac sand
manufacturing process. Two 1-million-gallon
freshwater holding tanks feed the system in a
closed-loop to wash and sort sand, which results
in a continual source of used turbid water.
Instead of routing the used, turbid water into
settling ponds, our system captures it in a
settling tank where solids are concentrated into
a mud containing anywhere from 25 to 35 percent
solids. Next, this mud is pumped at high
pressures into filter press membranes where
filter press technology squeezes water out of
the solids. Thus, instead of losing water to
evaporation and ground seepage, our system feeds
this recovered water back into the holding tanks
to be used again and again. In addition, our wet
sand is stored in a specially-designed decant
building while awaiting final processing in the
dryers. This step helps prevent water
evaporation while promoting efficient draining;
as water drains from the sand, that water is
funneled through a drainage system in the floor
directly back into the holding tanks. And, by
promoting better drainage before the drying
process, we save energy because our sand
requires less energy to be dried.
Shurco rubber lined slurry pumps used in frac
sand wet plants
Heavy-duty rubber
lined Schurco Slurry pumps are designed to
deliver long-lasting service life in frac sand
plants. Large impeller diameters with
high-efficiency designs coupled with dry-gland
expeller seals that eliminate the need for
costly seal water make Schurco Slurry the
optimal choice for processing frac sand says the
company. Schurco pumps have been employed in
cyclone feeds, ultra-fines recovery (UFR),
recessed plate and frame filter press feeds,
belt-press feeds, tailings disposal (clarifier
or thickener underflow), and even process water
pumps. If hydrotransport is required in a frac
sand plant, there is a Schurco Slurry pump to do
the job. Schurco understands the importance of
continuous production, and how costly and
damaging to frac sand production metrics
downtime can be. Schurco Slurry pumps are
designed to offer the longest service life,
while also employing a simple to maintain
design. The company claims “If you can turn a
wrench, you can work on a Schurco pump”
Lithium project in Chile is being fast
tracked by Lithium Power International
LPI is
fast-tracking the development of Maricunga and
has submitted its Environmental Impact
Assessment (EIA) Report in September 2018. This
was followed by a Definitive Feasibility Study
(DFS) submitted in 1Q19. The first lithium
carbonate sample has been produced from Salar de
Maricunga (Feb 18) at GEA facilities in Germany.
The brine was concentrated at the pilot plant
solar evaporation ponds at the Maricunga site
for almost 12 months, and subsequently treated
at the GEA lab in Duisburg, Germany, to purify
it and precipitate lithium carbonate suitable
for battery grade specification similar to those
produced in Chile by Albemarle and SQM. The
process route is based on conventional
technology and comes with the know-how that
enables the process to scale up to commercial
production. The purity of the product is above
99.4%. The project has the potential for a
multi-decade mine life in its currently defined
resource to 200m depth, with the possibility for
substantial resource expansion in an exploration
target at 200-400m depth. Permitting and
government approvals are expected by 3Q19, with
the Chilean Nuclear Energy Commission Export
licence (CCHEN) awarded in March 2018. Project
financing is targeted in 2019 and the start of
construction in 2020. The site contains a link
to a complete investor presentaion
Veolia supplies process system to Argentine
lithium producer
Veolia has
supplied several process systems to leading
lithium suppliers worldwide as well as having
performed analytical, bench and pilot-scale
testing. Veolia designed and supplied a lithium
producer in Argentina with a complete, modular,
skidded HPD® Crystallization system comprised of
an evaporator to concentrate the brine solution,
a forced circulation cooling crystallizer to
precipitate and remove sodium chloride
impurities, and forced circulation crystallizer
to produce high-purity lithium chloride. Solids
handling equipment, including a centrifuge and
dryer, were integrated into the overall process
design.
Andritz has order
for two 350 MW pump turbines for ZhenAn
Andritz has
secured an order from China’s Shaanxi ZhenAn
Pumped Storage Co Ltd to supply four 350 MW
reversible pump-turbines and motor-generators,
along with auxiliary equipment, for the ZhenAn
pumped storage hydropower plant in Shaanxi
province. The four 350 MW reversible
pump-turbine units will operate with a water
head of 440 m. The first unit will be
commissioned by the end of March 2023, and all
units will be put into commercial operation by
the end of December 2023. The contract is valued
at more than €100 million. ZhenAn, with a total
installed hydropower capacity of 1400 MW, will
be the first pumped storage power station in
northwest China. Shaanxi ZhenAn Pumped Storage
Co is a subsidiary of State Grid Corporation of
China (SGCC)
Metso horizontal slurry pumps for frac sand
and other aggregate applications
Metso offers a
wide range of sizes and capability for every
slurry pump application. We understand that
there is no such thing as a one-size-fits-all
solution in increasingly complex mining
operations. Metso works with customers to
understand their challenges, process conditions
and variables to select the equipment and
service regimen to maximize efficiency and
minimize the total cost of ownership. Features
are • Robust construction and design to maximize
wear life • Modular pump design for full life
cycle efficiency • Innovative design reduces
cost and simplifies pump maintenance and servic
Pumps for Fracking Sand Plants
Manufactured sand
plants convert local sands into a high quality
fracturing proppant. The clays and other
impurities are removed in a wet process which
requires pumps. Wet excavation utilizes pumps.
Separation processes involve pumps for
transporting slurries to thickeners and screens.
Pumps are used in the slurry feed to filter
presses. Smaller pumps are used for introduction
of flocculants. IAC is a supplier of frac sand
plants. Mclanahan and Eddy Pumps are suppliers
of pumps for these plants.
Liquid Treatment Market for Shale Fracturing
Sand is Growing Rapidly
The use of
centrifuges, filter presses, belt presses,
screens, hydrocyclones, thickeners, pumps,
valves, cross flow membranes and treatment
chemicals in manufactured sand plants producing
proppants for shale fracturing is growing
rapidly. The techniques developed in the U.S. to
fracture shale for the purpose of extracting oil
and gas are the foundation of the success of the
U.S. economy in the last decade. Developers have
continually reduced costs with new techniques
such as horizontal drilling. The transport of
sand with the correct fracking features from
Wisconsin and Minnesota to West Texas has been
very costly. One of the most recent cost
reductions is to manufacture high quality sand
from the lower quality resources available in
the region. The West Texas Permian Basin is
relatively arid. Freshwater supplies are
limited. The new fracking sand mining plants in
the basin add to the large water demand already
caused by the fracking process. One solution for
the fracking sites is the use of treated
municipal wastewater. Another potential is the
treatment and use of brackish water.
Nevertheless fresh water will remain the main
source for the foreseeable future. As a result
conservation becomes a high priority. Fracking
sand plant suppliers have risen to this
challenge by designing systems which reuse as
much as 98 percent of the process water needed.
Fracking’s water footprint could grow by up to
fiftyfold in some regions of the U.S. by the
year 2030. The U.S. demand for water management
services associated with the acquisition,
transport, transfer, storage, flowback,
treatment and disposal of water increased by
nearly 50 percent over the last year at a cost
of nearly $20 billion. Water management spending
for hydraulic fracturing services in the U.S. is
expected to total $150 billion over the next
decade. Sand mining plants are tasked with
minimizing water use. There were at least five
sand mines opened in the Permian Basin by
Hi-Crush, Black Mountain Sand and U.S. Silica in
2018 with a proppant supply of 35 billion pounds
per year. Many more mines are expected to be
opened soon.
Nucor planning $1.35 billion plate-steel mill
for 2022 startup
Nucor Corp. is
scouting locations in the Midwest for a $1.35
billion plate-steel mill. Nucor (NYSE: NUE) says
the plant will employ 400 and be capable of
producing 1.2 million tons of steel a year. The
Charlotte-based steel company expects the plant
to start operating in 2022. With investments
already announced, this puts Nucor’s total
construction and expansion plans at more than
$3.5 billion.The company says it is looking at
sites in Indiana, Kentucky, Ohio and West
Virginia.
Terex provides a wide variety of sand washing
plants
From sand used in
Dubai’s most audacious construction projects to
aggregates supplied to the London Olympic
preparations, Terex Washing Systems are relied
upon by World leading contractors and building
materials suppliers to provide the highest
quality in-spec. products. Bringing more than 60
years of washing sector experience spanning the
widest range of raw material types, final
product requirements and geographical
variations, TWS provides the complete portfolio
of products and services to suit an application.
While materials and output requirements vary
with each project all aggregate sector clients
have the same core needs: high quality, low cost
per ton materials. TWS provides versatile
modular systems, designed to be installed as
quickly as possible and as easily as possible.
From the T150 bucket wheel dewaterer, one of the
most widely distributed sand washing machines in
the World, to the sector defining AggreSand –
the World’s first chassis mounted integrated
system offering 5 washed products, TWS is always
innovating. Terex will be an exhibitor at North
American Frac Sands 2019
Weir will supply
pumps and other products for Phoenix frac sand
systems
Phoenix Process
Equipment Co. and Weir Slurry Group Inc. entered
into a formalized partnership for the supply of
process systems to the frac sand industry.
Phoenix has significant experience in the design
and supply of sand classification, scrubbing,
dewatering, water reuse and waste fines
management systems for frac sand producers. With
this agreement, Phoenix and Weir will work
together to identify sales opportunities and
incorporate Weir Minerals’ slurry and process
equipment into Phoenix system designs. Weir is
an exhibitor at North American Frac Sands 2019.
“We are excited to work more closely with Weir
Minerals. Combining Weir products, technical
knowledge and support with our capabilities and
experience truly enhances our already strong
position in the frac sand industry,” said
Phoenix’s President Gary Drake. Phoenix designs
and supplies process equipment and systems to
the mining, aggregate, frac and industrial
sands, general industrial, municipal and
commercial water and waste water treatment
markets. Headquartered in Louisville, Ky., the
company was established in 1984.
New Pulsafeeder
diaphragm metering pump actuator reduces total
cost of ownership
A new XAE Actuator
brings a higher level of precision and remote
control to the PulsaPro family of diaphragm
pumps. PulsaPro metering pumps are used to dose
specific volume of chemicals for numerous
applications in refineries, chemical &
petrochemical plants, and throughout the
upstream oil & gas industry. The API compliant
XAE Actuator is an electromechanical servo
controller that provides remote control of
PulsaPro hydraulic diaphragm pumps, to alter
flow rates as required by the process. Alarm
relays alert users to unintended changes in flow
rates, including stop conditions. The
fault-tolerant and self-recovering XAE is
designed for reliability and minimal
maintenance, with metal gearing and an
explosion-proof enclosure. Simple calibration
capabilities and an intuitive user interface
facilitate ease-of-use. The XAE is purpose-built
for PulsaPro pumps, and it is designed to meet
the needs of international industrial markets.
“In the past, we have provided third-party valve
actuators, but after soliciting customer and
distributor feedback, we’ve designed and built a
true metering pump actuator that provides a
better fit, and tighter controls for the
PulsaPro pump series,” said Erik Van Bork,
Manager of Controls Engineering for Pulsafeeder.
“The XAE is manufactured in the same plant as
the PulsaPro pumps. This shortens delivery
times, and we provide a common warranty for both
products that further simplifies things for our
customers.”
The case for actuators vs VSD for diaphragm
metering pumps
With the actuator
the flow range adjustment is 0 to 100% but is
much less so with the VSD. Dosing is
proportional to stroke length and can be more
precise with the actuator. The actuator approach
eliminates some potential problems with viscous
fluids which could cause problems at low VSD
speeds.
Doosan Lentjes supplying 2 wet FGD systems in
Romania
In 2018, Doosan
Lentjes in a consortium with Elsaco Electronic
was awarded the turnkey contract to deliver a
modern flue gas desulphurisation system for a
lignite-fired power plant located in Romania.
CET Govora S.A. owns and operates a 2 x 345 MWth
lignite-fired power plant located in Ramnicu
Valcea, Romania. Against the background of
stringent European emissions legislation as per
the 2010/75/ EU on industrial emissions (IED),
the plant owner is required to install modern
environmental equipment. With this in mind,
Doosan Lentjes and Elsaco Electronic, a
consortium of companies, were awarded a turnkey
contract to retrofit the two existing boilers C5
& C6 with an advanced flue gas desulphurisation
(FGD) system. In order to deliver on both
environmental and economic objectives, the
proven wet limestone FGD method being defined as
BAT (Best Available Technology) will be applied.
The project will help the customer to secure
ongoing operation permissions for their two
boilers. Doosan Lentjes’ scope of work in the
consortium will include engineering, the
delivery of key equipment, as well as, advisory
services for erection and supervision of
commissioning.
Pump purchasers
conservatism should not limit the innovation and
the imagination of equipment manufacturers.
According to Axel Bokiba of Index Pulsafeeder
this conservatism results from success. He
points out that “When your mobile phone prompts
you to upgrade your operating system, why is it
that you almost always select “upgrade later?”.
The reason is that it is working well and you
don’t see the benefits of an upgrade. But there
is lots of potential for improvement. One
example is the pump total cost of ownership in
offshore oil and gas. Today, many of the
constraints that pump manufacturers seek to
overcome relate to footprint (size and weight)
because real estate on a platform or floating
production, storage and offloading (FPSO) vessel
topside is crowded, and total costs on these
vessels can exceed $40,000 per ton. So
innovations which reduce foot print and weight
can substantially reduce total cost of ownership
(TCO). Axel concludes “Pump manufacturers need
to see beyond the expectations of conservative
customers and find new ways to improve the
efficiency of their equipment in the industrial
processes: new materials, higher power density,
metal 3-D printing, augmented reality assisted
system conception, energy efficient
micro-controlled drives, closed loop electronic
control, diagnostic and automation, wireless
communication, IIoT or digital transformation
and many other enhancements that we have not
even thought of yet.”
Tags:
221113 - Nuclear Electric Power Generation * ,
IDEX Corporation, Pump, Metering
Diaphragm metering pumps should provide
1,000-to-1 turndown capabilities with
steady-state accuracy down to +/- 0.5 percent.
Most chemicals are procured in concentration,
and they must be metered accurately — not just
to save money but to ensure that overdosing is
prevented. For example: Sulfuric acid, which is
used to lower pH, is harsh on plant equipment,
and injecting too much acid results in an
improper pH and can damage a boiler or cooling
tower — just like injecting too much medicine
would not serve a patient properly. Corrosion
resistance — In many plants, metering pumps must
be API 675 compliant. They must be able to
deliver a wide range of harsh and corrosive
chemicals, such as biocides, cleaning compounds,
coagulants, corrosion inhibitors, defoamers,
oxygen scavengers, polyelectrolytes, scale
inhibitors, emulsion breakers and many other
chemicals. Pumps must be able to handle the
diverse characteristics of these chemicals, and
they must be able to pump chemicals at different
concentrations and temperature levels. To
accommodate this diversity, all the wetted parts
of the pumps’ liquid end should be available in
316 stainless steel, alloy 20, PVDF or PTFE. The
ability to leverage a single pump family that
can be configured with different materials not
only adds flexibility but it also helps
suppliers meet a plant’s delivery deadlines.
One of the biggest
issues for offshore production is the formation
of hydrates. Hydrates form when light
hydrocarbons and water mix under high pressures
and low temperatures. Hydrates restrict flow and
can form solid plugs that block production and
damage equipment. Low-dose hydrate inhibitors (LDHIs)
metered directly from the sea floor could
perform just as well as traditional topside flow
assurance practices—with substantial cost
savings and efficiency benefits. But pumps used
to deliver chemicals must adhere to certain
criteria to withstand the unique challenges of
the sea floor environment. LDHIs require far
lower injection rates (of 0.5 to 2.0 percent by
volume) and are much more cost-effective and
practical when used properly. Removing a single
ton of pumping equipment enables engineering,
procurement and construction (EPC) providers to
reduce the weight of the entire platform by up
to 4 tons. If an offshore platform costs $30,000
per ton to build, then removing a metering pump
from the deck surface can save up to $120,000
for each pump. The same equation holds true for
the weight of the tanks required to store the
vast quantities of methanol or other TI
flow-assurance chemicals, illustrating a further
savings that can be extracted by switching to
LDHIs.
Chemical companies can reduce total cost of
ownership with the right mix of metering pumps
The four most
common chemical metering pump applications in
chemical manufacturing plants include: • Dosing
precise volumes of chemicals to make products •
Pretreating the process water to boost quality
and efficiency • Dosing antiscaling chemicals to
clean and protect plant infrastructure •
Post-treatment of the wastewater prior to
disposal. Each of these applications can be
addressed by reciprocating pumps, which work by
using a piston or a diaphragm to dose a precise
volume of fluid with each stroke. Reciprocating
pumps are highly engineered to provide extreme
accuracy at high pressures and relatively low
flows. Rotary gear pumps provide a
cost-effective alternative for some
applications. They work by moving fluid in a
circular fashion between gears. Rotary pumps
pick up fluid at the suction port between the
gear teeth, and they carry the fluid around the
outer diameter of the gears to the discharge
port. Rotary pumps are best utilized in
high-volume, low-pressure applications, and
their flow rates can be controlled with variable
speed drives. Each pump type has advantages, and
they both come at different price points. By
incorporating the right mix of chemical metering
pumps, DowDuPont, BASF and other chemical
companies have been able to save money without
compromising on performance.
Tags:
325110 - Petrochemical Manufacturing
石化产品生产,
IDEX Corporation, Pump, Metering
Disinfection, pH adjustment are ways to
facilitate greater water reuse in power plants
The effective management of water and wastewater
investments can save power plants 1 to 2 percent
annually, which adds up to millions of dollars
each year. While these benefits may never equal
the financial advantages of once-through cooling
processes, they do enable power plants to use
significantly less water. The criteria for
selecting metering pumps typically includes flow
rates, pressures and corrosion resistance
(depending on what chemicals are pumped).
![]()