PRECIP
NEWSLETTER
January 2007
No. 372
Hopper Fire Problems Resolved at Presque Isle
With coal-burning utilities facing tighter mercury controls, sorbent injection technology currently represents one of the simplest and most mature control approaches. It involves injecting a solid material such as powdered activated carbon (PAC) into the flue gas and then collecting it with a particulate control device along with the other solid material, primarily flyash.
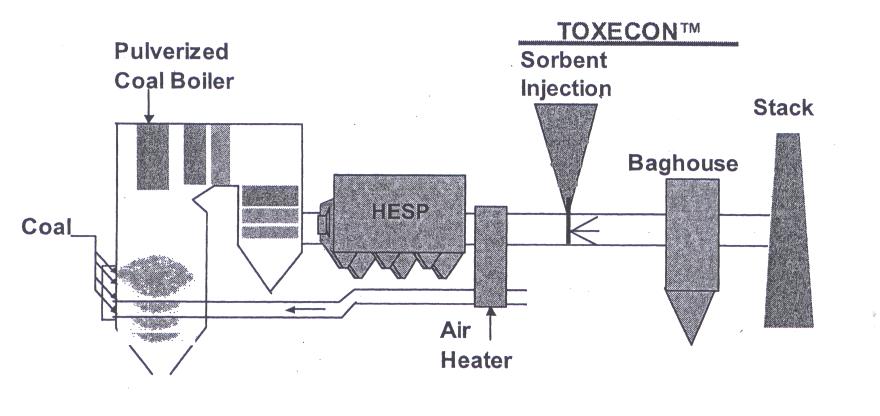
We Energies and DOE, under a Clean Coal Power Initiative program, are working to evaluate and demonstrate the EPRI-patented TOXECON™ air pollution control process as an integrated emissions control system for mercury and particulate from three 90-MW units (#7, 8 and 9) at the Presque Isle Power Plant in Marquette, MI. The demonstration will be run from January 2006 until March 2009. The process involves the injection of activated carbon between the existing particulate collector at Presque Isle, hot-side ESPs (HESPs) and a new fabric filter installed downstream. Jean Bustard, ADA-ES, with a host of co-authors, presented initial results from this project and discussed the unexpected hopper fires which occurred during testing.
This is a five-year, $53-million project, of which the DOE is contributing $24.9 million. It is also the nation’s first full-scale commercial deployment of the TOXECON™ process to control mercury. As shown in Figure 1, the TOXECON™ configuration allows for separate treatment or disposal of the flyash collected in an ESP (99 percent or greater is still available for sale) and the ash/sorbent mixture collected in the TOXECON™ baghouse. This process is ideal for the Presque Isle plant because the existing HESP exhausts benefit from the additional PM control. Also, the injection of PAC into these HESPs is not feasible due to the high flue gas temperature. With the TOXECON™ process, the carbon is injected downstream of these units.
Figure 1. TOXECON™ Configuration
Baseline testing began in February 2006. One surprising result was the instantaneous response in outlet mercury concentration to changes in inlet temperature, especially the magnitude of the change. A 10° F increase in temperature (332 to 342° F) resulted in mercury removal dropping from 80 percent to 65 percent. It is known that this temperature range, 333-350° F, is where DARCO® Hg begins to lose its ability to adsorb mercury. Another factor is that as temperatures increase, mercury desorbs from the sorbent (activated carbon or ash) until a new equilibrium is reached. The researchers believe they saw this during the shake-down period when outlet mercury was higher than inlet mercury after carbon injection was stopped.
One truly unexpected result was discovered in February when an ash sample collected for testing was “sparkling.” Hot embers were then discovered in all ten hoppers. While work to extinguish these embers ensued, two hoppers flamed up, causing the fabric filter bags to melt. The compartments were isolated, PAC injection was discontinued and the baghouse put into bypass mode. The hot PAC/ash in each hopper was cooled and removed and the investigation began.
A survey of system operation showed no evidence that a burning substance had passed into the TOXECON™ baghouse and ignited the mixture. Heaters are used on the hoppers in this baghouse. Specifications showed that they would reach temperatures up to 800° F, but at the time of the incident they were set to maintain an average temperature of 290° F. All tests to date confirm that the ignition temperature of PAC or of the PAC/ash mixture is greater than 750° F.
Next, literature searches revealed a model to predict auto-ignition of combustible materials. It is called the Frank-Kamenetskii Model (Jim Mehaffey, Carlton University Lecture #12). It predicts that spontaneous combustion can result from internal heating of a combustible solid of certain geometries if the solid is sufficiently porous to allow oxygen (air) to permeate it and if it produces heat faster than it can be liberated. This can happen with a highly-insulating material, such as PAC.
Laboratory oven tests were then conducted on different size square containers (2-in cubes and 6 in.-cubes) filled with PAC/ash mixtures from the hoppers. Thermocouples were placed in the oven and inserted into the bed of material at different levels to track temperature profiles. These profiles from tests on a six-inch bed loaded with a PAC/ash material with an LOI of 26 percent confirmed that at 430° F sufficient heat was generated to increase the temperature of the mixture to ignition temperatures. The burn starts at the top (where there is air) and works its way down. Note that PAC is a very good insulator; the tests showed a temperature difference of 1000° F within 1/4 inch! The researchers concluded that temperatures greater than 350° F in a packed bed may lead to auto-ignition and that measuring the temperature on the outside of the ash hoppers would not reveal the fire.
Working with industry, preliminary design considerations and procedures are being developed to minimize the risk of overheating high carbon ash in hoppers. The first item on the list is to eliminate the use of hopper heaters. These balance of plant issues are exactly why DOE and industry team together to demonstrate new technologies. These alliances reduce financial and reliability risks to industry, while supporting the advancement of innovative, cost-effective new technologies. Work continues to evaluate and gain experience in the operation of a TOXECON™ system.
Back to PRECIP Newsletter No. 372 Table of Contents