Insitu Rare Earth Recovery System
The solution for maximizing flyash value,
improving the environment, and achieving
national security relative to rare earth supply
could be a system which labeled the Insitu Rare
Earth Recovery System.
Overview
A number of power plants and many waste to
energy plants use two stage scrubbing systems.
Waste to energy plants in Europe sell by
product hydrochloric acid, gypsum, and valuable
metals while producing a contaminant free ash.
A number of 250 MW two stage scrubber systems
operated by Philadelphia Electric produced
magnesium sulfite for further processing to
sulfur products. These scrubber systems operated
from 1980 to 2012.
High efficiency particulate first stage
rod deck scrubbers captured the particulate and
HCl.
The second stage rod deck scrubbers
captured the SO2 using MgO.
The first stage operated at close to pH 6 but
could have operated in the manner of the
European waste to energy plants. They
recirculate water which quickly captures the HCl
and operates at pH 1.
The 30
percent hydrochloric acid slip stream maintains
the equilibrium.
Ion exchange resins are used following
the initial solids separation to capture the
metals. The acid and metals are then sold.
This process could turn out to be a very
important step forward for the world wide coal
industry.
But let’s just focus on the implications
for CCR compliance for coal fired boilers in the
USA. A
specific example would be A.B Brown 1 &
2.
A permit for a gas plant was denied so Vectren
is considering replacing its double alkali
scrubbers with one oxidation scrubber. At the
same time it is talking to suppliers about
beneficiating flyash as part of its CCR
compliance.
Instead of the oxidation scrubbers and upgrade
of the precipitators which are far beyond their
useful life the system could be replaced by the
two stage scrubbing process.
The plant could buy lower cost higher chlorine
coals and produce the rare earth’s feed stock,
hydrochloric acid and gypsum or ammonium
sulfate. It would produce flyash which is free
from metal and other toxic contaminants.
The tried and true scheme used in many Chinese
and some U.S. power plants is a final wet
precipitator. This can be installed in the top
of the second absorber or can be stand alone.
An alternative instead of the second
absorber would be a dry scrubber system.
Beneficiation of ponded sludge could be
accomplished by adding it as a reburn product
(similar to the WE Energies Prairie Station) to
the boilers.
The concentrated rare earths and other metals
could then be shipped elsewhere for further
processing.
Costs:
One of the biggest costs encountered by
those who are mining flyash landfills is the
size reduction of the flyash. In the proposed
system the flyash is at its original size from
sub-micron to plus 100 microns. So a major cost
is eliminated. There is no cost to acquire
hydrochloric acid
or to build a mixing system. It can
therefore be speculated that if the University
of Kentucky and Chinese government
determinations that extracting rare earths from
coal is economical then this scheme is much more
so.
What about the cost of the two stage scrubber?
One of the reasons that some power plants have
opted for two stage scrubbing in the past was to
capture the HCl before it gets mixed with the
gypsum. One small pre scrubber is all that is
needed for the HCl and particulate capture.
This means the second scrubber can be
316L instead of a more expensive alloy. There
are no chlorides to be washed from the gypsum
and no worries about FGD wastewater
contamination.
Bob McIlvaine was President of Environeering in
1969 when the company was contracted by United
Engineers to furnish the two rod deck scrubbers
for multiple units at Philadelphia Electric.
Environeering was the partner to Combustion
Engineering and furnished the marble bed
scrubbers for the world’s first commercial
limestone FGD scrubber at Union Electric
Merrimac. The rod deck scrubber was an
improvement which provided efficient absorption
but also varying particulate removal efficiency
depending
on the velocity and turbulence created
thru the rod decks.
Most of the first FGD scrubbers replaced
precipitators and removed particulate down to
0.1 lbs/ mmbtu. This was better than needed or
that was being achieved in most precipitators.
When the limits were reduced to 0.05 lbs it
required as
much as 20” w.g.
scrubber pressure drop to meet the
limits without a
precipitator.
Environeering furnished rod deck scrubbers to
Northern States Power for pre scrubbing on ten
units.
When the limits were reduced to 0.03 lbs
it became advisable to keep the precipitators in
operation.
Environeering prior to acquisition by
what is now Babcock Power installed
hundreds of rod deck scrubbers in many
different industries.
The concept was so successful that other
scrubber suppliers developed similar products.
The ability of the rod deck scrubber to remove a
varying amount of particulate depending on the
pressure drop combined with ease of utilizing
multiple decks, each with a different pressure
drop opens the door for classification of flyash.
If the rare earth processing would
benefit from such as classification it can be
done insitu at low cost.
McIlvaine Mini Scrubber
Particle separation in a scrubbing stage is a
function of the pressure drop which in turn is a
function of velocity, turbulence and to a lesser
extent the liquid flow. Many organizations have
had venturi scrubber pilot plants. These
plants can be placed at a plant and a slip
stream can be processed. This is the only way to
predict particle separation. Testing devices
such as cascade impactors are almost useless due
to the variations in shape and specific gravity
of particles.
McIlvaine took the concept one step further and
reduced the orifice scrubber to just 1 CFM so it
could be used in standard sampling trains.
Dupont, AERE Harwell, AirPol, Nalco, Martin
Marietta and other organizations have
successfully used this device to predict
scrubber performance. It was given the
commercial name of the McIlvaine Mini Scrubber.
McIlvaine offered the drawings and concept free
of charge to the Institute of Clean Air
Companies. Several members began using the
device but the organization never banded
together to make it a standard bid tool.
This device can be used by researchers to
determine the benefits of a multi stage scrubber
to separate flyash particles into appropriate
fractions for leaching. The multi stage scrubber
could capture the particles emitted from the
boiler in several fractions.
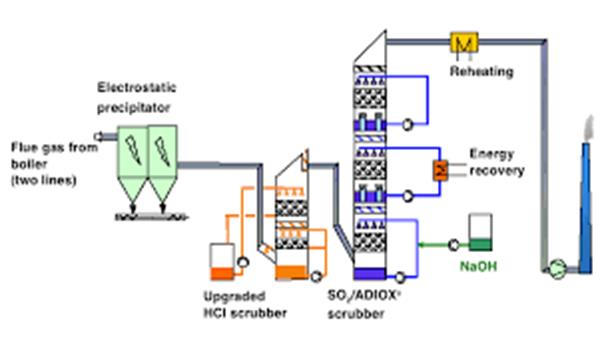
System Details
The flyash and HCl is captured in the rod deck
scrubber which operates at pH 1. A bleed stream
of 30 percent acid with the particulate is then
sent for further processing.
.
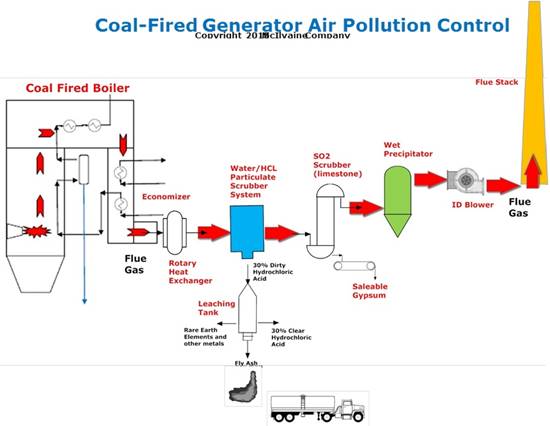
This schematic provides the mixing of HCl and
flyash in a system which eliminates the first
stage precipitator. It is therefore
attractive for old coal-fired power plants in
the U.S. as well as for new coal-fired power
plants in China. It does incorporate a wet
precipitator. Coincidently, this is common
in China
for other reasons (to meet tough new particulate
standards).
The HCl content does not have to be high. The
first stage scrubber starts with water and then
reaches equilibrium with 30 percent dirty acid.
A portion is bled to maintain this percentage.
The advantages of using high chlorine coals
would be that these coals are less expensive and
the byproduct sales volume of acid will be
higher.
The Chinese believe coal flyash is already a
very attractive source for REEs and are pursuing
it aggressively. One reason is that the CO2 emissions
are 75 percent less than from extraction through
mining. With the insitu option the energy
is much less than the processing of flyash from
ponds and therefore compares even more favorably
to energy required for mining ores.
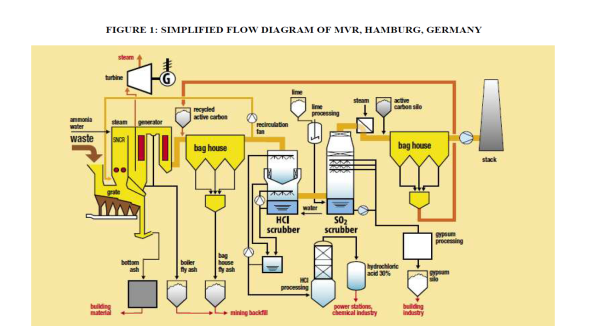
European Waste to Energy Plants
Horsholm Denmark has a waste to energy system
with metals recovery and acid sale. At the end
of the incineration process, the extracted
acids, heavy metals and gypsum are sold for use
in manufacturing or construction. Small amounts
of highly concentrated toxic substances, forming
a paste, are shipped to one of two warehouses
for highly hazardous materials, in the Norwegian
fjords and in a used salt mine in Germany.
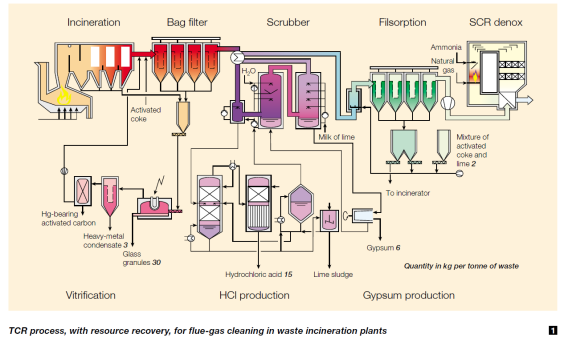
Other Multiple Scrubber Variations
TCR Process
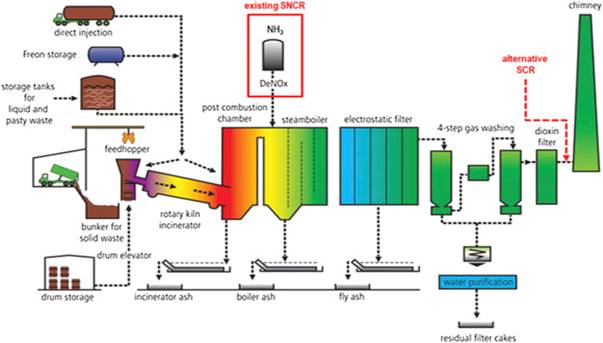
Four
Step Scrubbing Process
Energy Recovery Variation
![]()