Pumping FGD (and Other Difficult) Slurries, Economically
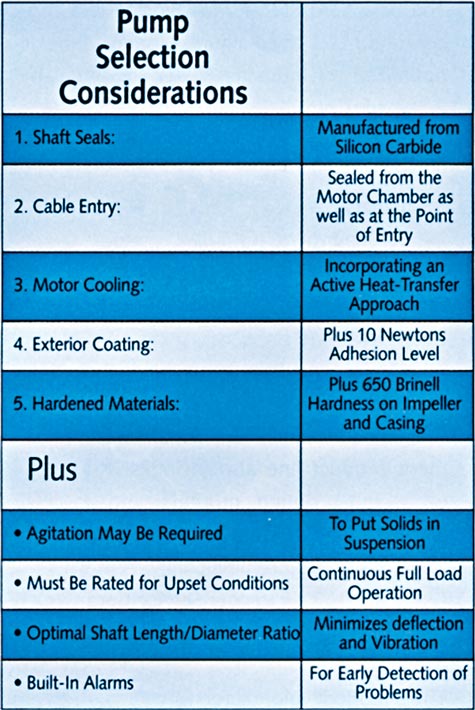
[Pump Selection Considerations]
By Jed Pratt
Flue Gas Desulphurization (FGD) slurries are relatively abrasive, corrosive, and dense. To pump aggressive slurries reliably, a pump has to be specifically engineered for smooth, cool operation. It must be manufactured in materials suited for the particular slurry, assembled precisely and properly coated.
Achieving Optimum Value
The key to receiving full value for your pumping investment is to avoid premature failure. Downtime is costly; unplanned downtime more so. Potential weak points need to be understood and addressed, especially when pumping aggressive slurries. Weak points can result in the premature loss of an entire pumping system and for this reason, pumps in FGD (and similarly aggressive) services need to be specifically designed for extended mean time duty. Areas to be considered include shaft sealing, cable entry and cooling.
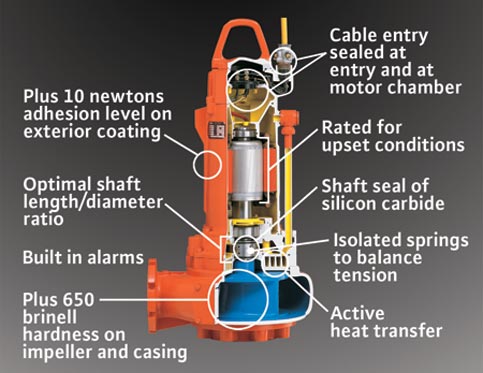
Important attributes when pumping aggressive slurries.
Identifying Extended Mean Time Pumps-by the Numbers
Number one, a pump used in FGD and other aggressive slurries should have silicon carbide mechanical seal faces. Tests show that silicon carbide shaft seals are 15 to 20 times more durable than ceramic carbon and 2.5 to 3 times more durable than tungsten carbide. The seal faces must be flat (this is a relative term; the flatter the better) to exclude fine particles and the springs providing tension to close these faces should be isolated from the slurry.
Number two, the cable entry should be sealed from the motor chamber so that the integrity of the motor is maintained in the event of moisture intrusion from the top. A positive strain relief mechanism should be provided to protect the cable from unintentional tugs. Individual conductors should be stripped down to bare wire and passed through an epoxy barrier. This precludes moisture from damaged cable from entering the stator cavity. Further protection is provided by an isolated terminal board, sealed from the stator cavity by O-rings on the top and bottom. This board can be built to facilitate field voltage changes as well.
Number three, the pump motor should have a positive internal cooling method. Generally, heat can be dissipated through the motor housing to the pumped medium, in submersible pumps. However, in applications where the build up of material (gypsum, etc) on the motor housing can occur, over time, motor heat is no longer dissipated through the motor housing. In fact, the coating insulates the motor which can overheat. A means to continuously dissipate the motor heat through a heat exchanger should be incorporated. The cooling method should be rated for 24/7 operation, under full load.
An additional benefit with a positive internal cooling method is pumping to a lower level in the sump, which increases sump capacity. In a typical sump the extra space can translate into hundreds of gallons of sump capacity.
Number four, the pump exterior should have a protective coating. High adhesion characteristics are required in aggressive applications because of the hydraulic forces and moments inside the sump. Low adhesion coatings can fail prematurely as the result of damage from handling or hydraulic action inside the sump. (Adhesion is measured in Newtons per-square-millimeter.) For example, a standard industrial paint coating has an adhesion level of approximately 4 Newtons per-square-millimeter, while a two-component coating with a high percentage of solids has an adhesion level of approximately 7 Newtons per-square-millimeter. Today, there are liquid ceramic coatings that provide an adhesion level of 15 Newtons per-square-millimeter. Clearly, higher adhesion coatings will protect your equipment longer and can significantly reduce the overall cost of ownership. The polymer component resists corrosion and the impregnated ceramic resists abrasion.
Number five, materials of construction for the casing and impeller must be suited for the slurry constituents. Hardened high-chrome (to 650 plus BHN; Rockwell "C" scale of 63) should be supplied when abrasion is the main issue. In cases where corrosion is more of a concern then Duplex Stainless Steels such as CD4MCU should be utilized.
Other Considerations
Application-oriented issues include dealing with settled solids. Depending on the nature and concentration of the solids and the rate of flow into the sump, solids will settle when the pumps are not running. Agitation may be required. A pump with a built-in (or added on) mixer head can help with solids settling close to the casing. For the larger area, external agitators or separate submersible mixers may be required to put solids into suspension prior to having the pumps cycle on.
Upset conditions may require that the pumps run continuously under full load and the pump should be rated for such conditions even though normal operation is intermittent.
General mechanical concerns: because the pumps handle solids and the parts wear out, the hydraulic performance of the pumps deteriorates over time. A rotating element after 9 months of wear and tear is no longer in near perfect balance. The shaft and bearing assembly should be designed to minimize deflection and vibration in the worn condition, to prolong bearing and mechanical seal life. Note shaft overhang: the shorter the distance from the bearing to the impeller centerline, the better. Look for an optimal L/D (length/diameter) ratio.
A submersible designed for aggressive duties will have built-in protective alarms. A moisture sensing probe can detect water intrusion into the mechanical seal chamber before there is any damage to the stator. Thermistors imbedded in the windings can protect the motor from being overloaded. The control system logic should merely report certain indications to facilitate maintenance planning. Under more severe conditions pumps should be taken off-line. Critical sumps should have spare units on site, installed when space allows.
Jed Pratt is Vice President of Sales, Industrial Markets, for WILO EMU USA LLC. Jed has many years of in-depth experience in the application of industrial pumps and mixing systems. For more information, please visit www.wilo-emu-usa.com or contact the author at: Jed.Pratt@wilo-emu.com.