July 1, 2012
Optimizing Catalyst Performance Lowers O&M Costs
Cross Station Case Study
TIFI has been used on Units 1, 2, 3, and 4 at Santee Cooper’s Cross Station since first introduced in 2006. The following summarizes the plant’s experience with TIFI on Units 1, 3, and 4, by unit.
Cross Station Unit 1. Santee Cooper’s Cross Station Unit 1 is a 600-MW opposed wall–fired unit that began commercial operation in January 1995. It was equipped with staged combustion low-NOx burners. The unit had issues with large particle ash (also known as “popcorn ash”) formation from the start of initial operation.
The unit also had issues with tube thinning in areas of the furnace adjacent to the burners due to reducing conditions in that area, as well as persistent problems with burner eyebrows, burner fires, furnace imbalance, and APH pluggage (which was attributed to LPA). An SCR was added to Unit 1 in 2003.
Subsequently, LPA also blinded the SCR and protective screens. Year-round
SCR operation began in June 2004. In April 2006, Fuel Tech began a TIFI
program that was very successful at controlling SO3 and furnace
slag and fouling, as well as preventing LPA formation and SCR fouling.
Figure 5 shows the improvement in performance achieved as a result of these
system changes in 2008. The fuel used by this unit has up to 3.3 lb SO2
per million Btu and iron as high as 23%.
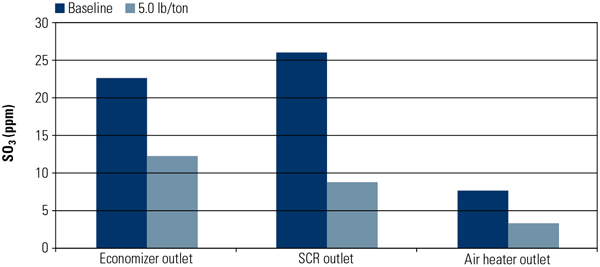 |
| 5. Earlier test results. TIFI modifications completed in 2008 resulted in reduced SO3 production. Source: Fuel Tech Inc. |
The SCR dP was also reduced after the TIFI
treatment, which is noted
by the yellow vertical line (Figure 6). The numerous cleanings by vacuuming
of the catalyst also were no longer required after
treatment began. The TIFI
program has demonstrated successful LPA control for six years, and there
have been no online cleanings or unplanned outages related to SCR
performance since April 2006. SCR inspections continue to show the ash to be
very friable and without the presence of LPA.
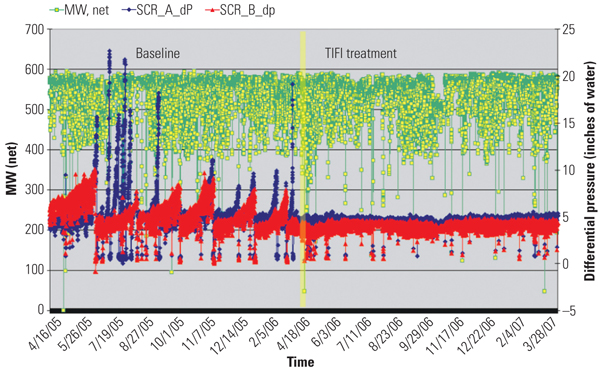 |
| 6. Permanent pressure drop. The SCR dP before and after TIFI treatment is shown by the yellow line. The red and blue lines are the dPs for the A and B duct SCRs. The ash has remained very friable since the installation of TIFI. Source: Fuel Tech Inc. |
In 2005, Unit 1 had ash screens installed to help reduce SCR fouling. Screen integrity was poor, and the ash screen had consistent failures due to erosion. Prior to TIFI, SCR fouling still occurred after screen integrity became compromised. After the TIFI program demonstrated successful control and prevention of LPA, the ash screens were no longer maintained, and they were removed in 2009. After more than five years of operation using TIFI, the catalyst has not experienced high SCR dPs or fouling. Moreover, the unit has operated without any ash screens for over three years. The performance data shown in Figure 7 is with no ash screens installed in the unit.
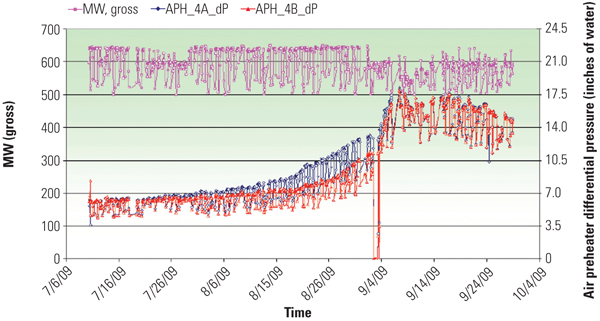
Figure 7 also shows that Unit 1 enjoyed a very successful run for 19
months, during which TIFI controlled SCR dPs. Moreover, when Unit 1 began
exhibiting high ammonia slip between 3 and 15 ppm starting in June 2011,
TIFI was able to control formation of ABS, reduce the APH dPs, and prevent
the need for an unplanned outage. APH washes were not performed on this
unit.
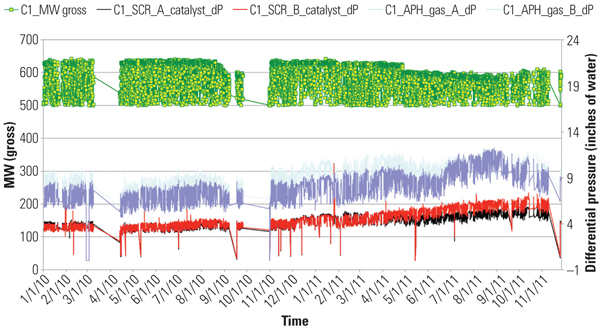 |
| 7. Record run. Unit 1 recorded a 19-month run during which the SCR dP remained under control, even with no LPA screens in place. The black/red lines represent the SCR dPs, and the blue/light blue lines represent the APH dPs. Source: Fuel Tech Inc. |
The catalyst original equipment manufacturer originally recommended replacement of the catalyst in the spring of 2011. Based on the plant’s operating history and the performance data presented above, minor adjustments in TIFI dosage control were recommended to help control ABS. Santee Cooper chose to run with Fuel Tech’s ABS control strategy, and delay the outage.
The new strategy was in effect from June through November 2011. In November 2011, the catalyst was vacuumed for the first time in 19 months to help extend available active surface area. The ABS control strategy was very successful, and Unit 1 was able to run one additional year before catalyst replacement. Ultimately, Cross Unit 1 gained an additional 8,000 hours of catalyst operation without sacrificing NOx performance.
Cross Station Units 3 and 4. Units 3 and 4 are identical tangentially fired units. Unit 3 went into commercial operation in January 2007, and TIFI began in January 2008. TIFI began on Unit 4 in August 2008, and the unit went commercial in October 2008. They were both equipped with two layers of Babcock Hitachi catalyst with an SO2 to SO3 conversion rate of 0.5% per layer. The total conversion rate on startup was 1.0% for two layers, based on a design SCR inlet temperature of 741F. The fuel used by these units has up to 4.5 lb SO2 per million Btu and iron as high as 25%.
However, these units operate above 741F SCR inlet temperatures on a regular basis due to various fuels and operating conditions. With 4.5 lb SO2 per million Btu sulfur in the coal (approximately 1,800 ppm SO2), the catalyst will generate 18 to 30 ppm SO3 at various operating conditions. The conversion of SO2to SO3 at 760F with 3.58% (dry) excess O2 increases by 25%. At 775F and 3.58% (dry) excess O2, an additional 50% more SO3 would be expected. TIFI successfully controlled SO3 and ABS formed under each of these operating conditions.
In February 2008, Unit 3 had various issues
with ammonia control that led to excessive ammonia slip and APH fouling.
TIFI had been installed in January 2008 with the initial goals of
controlling slag, fouling, and SO3-related opacity. The
variability in ammonia slip required Fuel Tech to incorporate new control
and injection strategies to ensure fuel flexibility and control of APH
fouling. ABS control was initially demonstrated in July 2008, and the TIFI
program allowed Unit 3 to make it to the October outage. The first
successful demonstration of a cleanup of an APH fouled with ABS occurred in
September 2008. The successful cleanup led to a 2.5 inches of
water pressure drop in the
APH (Figure 8). Fuel Tech subsequently performed ammonia testing on Unit 3
and found ammonia slip levels as high as 7 ppm in the “B” duct SCR outlet.
 |
| 8. Unit 3 test results. The 2008 tests confirmed that the ABS fouling of the APH was removed and the pressure drop was reduced by 2.5 inches. Source: Fuel Tech Inc. |
During the October 2008 outage, APH wash water samples were collected and analyzed to determine the various foulants present. The analysis confirmed the presence of ABS, and its conversion to magnesium sulfate. The total Mg content in the fuel ash prior to TIFI was less than 1.0%. The water analysis showed high levels of magnesium due to the TIFI process. This analysis and the reduction in APH differential pressures provided proof of ABS conversion to magnesium sulfate. This success led to additional optimization strategies.
In 2009, Unit 4 began experiencing high ammonia slip due to catalyst
degradation. High arsenic levels in the coal were found to be one of the key
factors. In July 2009, Fuel Tech was tasked to control ABS and help the unit
reach the October 2009 outage. With TIFI in operation, the APH cleanup
dropped the differential pressures 3.1 inches, as shown in Figure 9.
 |
| 9. Keep Unit 4 running. TIFI operation on Unit 4 to allowed the unit to operate until its next planned outage. The APH pressure drop was reduced by 3.1 inches. Source: Fuel Tech Inc. |
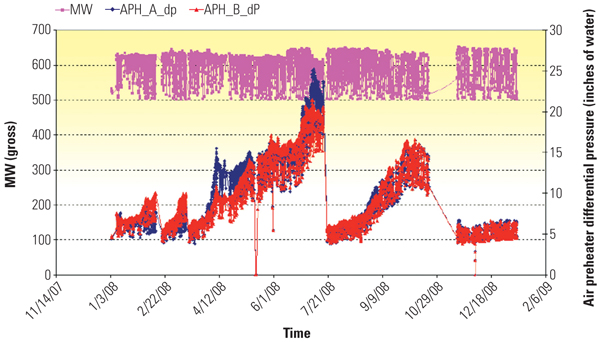
Later, ammonia slip caused by overfeed of ammonia due to performance
problems with the ammonia injection controls caused a rapid rise in APH
differential pressures. An online APH cleanup was implemented to reduce
differential pressures. The successful APH cleanup resulted in a
differential pressure drop of 6 inches while the unit maintained full load.
After the APH cleanup, the ammonia control issues were resolved. Unit 4 was
able to return to normal control without a need for an APH wash (Figure 10).
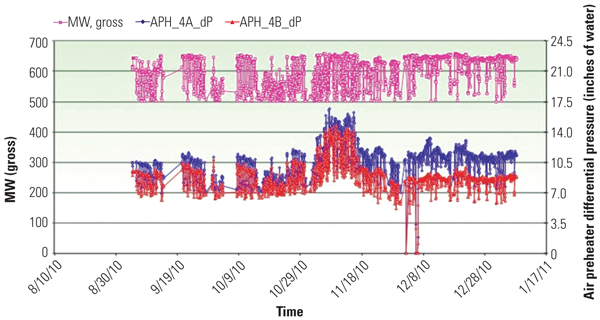 |
| 10. Unit 4 test results. High ammonia slip due to ammonia control issues caused the APH differential pressure to rise rapidly. APH cleanup was performed at full load, and differential pressure dropped 6 inches. Source: Fuel Tech Inc. |
The Bottom Line
Optimizing catalyst life and lowering O&M costs is possible. However, using high-sulfur and high-slagging coals makes extending SCR catalyst life a significant challenge. Fuel Tech’s TIFI program has proven that by successfully controlling slag, fouling, SO3, and ABS (even when ammonia slip reaches 15 ppm) catalyst life can be extended, providing operational flexibility, even when burning very difficult fuels.
— Michael B. Davis, PE (mike.davis@santeecooper.com) is a plant manager for Santee Cooper. Volker Rummenhohl (vrummenhohl@ftek.com) is vice president, catalyst technologies, Howard Benisvy (hbenisvy@ftek.com) is regional sales manager, and Kent W. Schulz (kschulz@ftek.com) is market development manager for Fuel Tech Inc.