|
||||||||||||||
|
||||||||||||||
· U.S. Cement Industry will Spend $685 Million/yr. for Air Pollution Control
in 2013-15
· Yokogawa Automation Improves Efficiency and Reduces Emissions
· Guangzhou Shinjin Cement Uses Low Cost DCS for Cement Plant Process Automation
· FLSmidth Supplies Automation Systems
· Siemens System Optimizes Cement Grinding
U.S. Cement Industry will spend $685 Million/yr. for Air Pollution Control in 2013-15
The promulgation of tough air toxic rules will cause the cement industry to spend $685 million/yr. for air pollution control equipment over each of the next three years. This is the conclusion reached by the McIlvaine Company in its Cement Plant and Project Tracking System:
Average Annual Expenditures 2013-20115
($ Millions)
|
Equipment Type |
$ Millions/yr |
|
Fabric Filter |
$300 |
|
Electrostatic Precipitator |
5 |
|
SCR |
50 |
|
SNCR |
30 |
|
Scrubber |
250 |
|
Thermal Oxidizer |
50 |
|
Total |
$685 |
The largest expenditures will be for fabric filters. They will be needed to provide better particulate and mercury capture. Substantial investments in scrubber systems will be made in order to meet the HCl limits. In addition to the above listed equipment there will be substantial expenditures for activated carbon and continuous emissions monitoring systems.
After many rounds of litigation the cement MACT was promulgated in December 2012. Existing kilns must comply by September 9, 2015. EPA estimates that mercury will be reduced by 93 percent, hydrochloric acid by 96 percent, particulate matter by 91 percent and total hydrocarbons by 82 percent.
Specific Limits
|
Pollutant |
Criteria |
Existing |
New |
|
Mercury |
lbs/million ton of clinker averaged over 30 days |
55 |
21 |
|
Total Hydrocarbons |
ppmv averaged over 30 days |
24 |
24 |
|
Organic Air Toxics Alternate to Hydrocarbons |
ppmv with stack test every 30 months |
12 |
12 |
|
Particulate |
lbs/ton of clinker |
0.07 |
0.92 |
|
Hydrochloric acid |
ppmv averaged over 30 days |
3 |
3 |
Most of the kilns in the country will make the necessary expenditures rather than shut down. One reason is the improving market for cement. According to the latest forecast from the Portland Cement Association (PCA), there will be an 8.1 percent growth in cement consumption in 2013. The upward revisions reflect adjustments made in light of the recent fiscal cliff accord, recognition of stronger economic momentum, and markedly more optimistic assessments regarding residential construction activity.
PCA also upwardly revised its long-range projections for 2015-2017. Annual growth during that period is expected to be as high as 9.2 percent. Cement consumption is dictated by the level of construction activity and by the prevailing cement intensity. While 2017 cement intensity levels remain well below the pre-recession averages and upside risks remain, these risks have been significantly reduced.
For more information on: Cement Plant and Project Tracking System:
http://home.mcilvainecompany.com/index.php/component/content/article?id=48#n201i
There are various alternative continuous emissions monitors available to measure ammonia slip. Each has its advantages and disadvantages as listed in the McIlvaine Global Decisions Orchard Decisive Classification System.
Ammonia Slip Monitor Selection for Cement SNCR System
|
Decision Sequence |
Decision Category |
Decision Subject |
Explanation |
|
Level 1 |
Orientation |
Specifier |
Purchaser or A/E making the decisions for bid purposes. |
|
Level 2 |
Application |
327310 - Cement Manufacturing 水泥生产 |
Also applicable for coal-fired power plants, incinerators, and cement kilns. |
|
Level 3 |
process |
NOx reduction |
Can be used with both SCR and SNCR |
|
Level 4 |
Location |
Kiln inlet or bypass |
Measure ammonia slip
|
|
Level 5 |
Pollutant |
NH3 |
Ammonia which is not converted
|
|
Level 6 |
Product |
CEM |
Continuous emission monitor to measure ammonia after reaction with NOx. |
|
Level 7A |
Type |
In situ |
Big differences between measuring in stack and taking a small sample and conditioning and treating it. |
|
Level 7B |
Type |
Extractive |
Extract sample, condition and measure. |
|
Level 8A |
Principle |
Laser spectroscopy (TDL IR) |
Advantages: Interference free, in-situ or extractive Disadvantages: moisture interference, limited experience. |
|
Level 8B |
Principle |
Automated wet chemistry |
Advantages: Familiarity, quick set up and good for extractive periodic testing. Disadvantages: Labor intensive , reagents |
|
Level 8C |
Principle |
NOx differential |
Advantages: Tried and proven Disadvantages: Poor sensitivity to high NOx levels |
|
Level D |
Principle |
UV Photometry |
Advantages: Tried and proven Disadvantages: Strong interference from SO2 |
|
Level 8E |
Principle |
Ion mobility |
Advantages: Sensitive and interference free Disadvantages: Not suited for corrosive gases, slow response |
|
Level 8F |
Principle |
IR-multi-component |
Advantages: Multiple species Disadvantages: Cost |
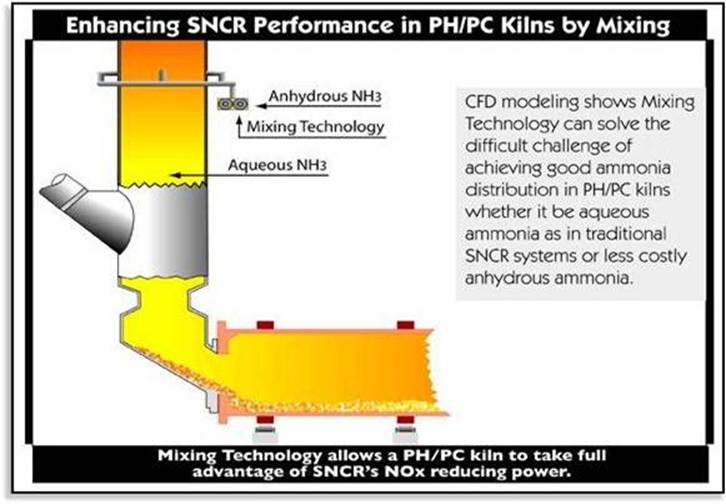
The above pictorial shows the location of the injection based on modeling by Cadence.
Yokogawa Automation Improves Efficiency and Reduces Emissions
Yokogawa is developing analytical and control systems to help cement plants keep up with changes in regulations and technology. A new tunable diode laser to measure ammonia slip from the SNCR system is just one example. The rapid response of this instrument allows optimum ammonia use. Yokogawa process analyzers are already used to measure O2 and CO at the upper end of a kiln or at the outlet of a flash furnace, where high-temperature, dust-laden gases flow. An in situ Zirconia oxygen analyzer provides a number of unique benefits. Yokogawa analyzers are installed at the outlet of an ESP to monitor dust concentrations and optimize efficiency. They are installed in the stack to measure NOx, SO2, and O2. With new regulations requiring scrubbers for removal of acid gases, the instruments can also be used to control reagent feed.
Yokogawa has many decades of experience in the cement industry. Blue Circle Southern Cement (BCSC) is a leading Australian cement producer with manufacturing operations in the most populated eastern states. It operates a 1 million ton dry process kiln and a 500,000 ton wet process kiln at Berrima, a 550,000 ton dry process kiln on extensive raw material reserves at Waurn Ponds near Geelong in Victoria, and a 300,000 ton off-white cement kiln at Maldon.
At the Maldon Plant, Yokogawa's CENTUM XL distributed control system (DCS) had been introduced in 1990 and migrated to CENTUM CS 3000 in 2001. BCSC was satisfied with the performance of these systems, which have greatly exceeded their expectations by running problem free and experiencing zero lost production time. In addition, at the Berrima Plant, BCSC had introduced CENTUM XL and migrated it to CENTUM CS 3000. The customer was thus well familiar with Yokogawa's products and services, which became a factor in their subsequent decision to select Yokogawa's Exaquantum and Exaplog solution-based package software at these plants. The key features of these two packages are as follows:
o For current and historical data viewing and storage
o Easy to use long-term data management
o For quantitative analysis of problems in the DCS event log
o Analysis of DCS historical logs using ''3W'' (When, Where, What) filters
Cement plants in Japan are major purchasers of Yokogawa systems. DENKA’s selection of Exapilot in 2007 considered the following points:
1. The ease of integrating Exapilot with the Yokogawa CENTUM CS 3000 DCS used at the plant, which allows procedural overviews from Exapilot to be displayed on the CENTUM system’s graphic display.
2. Exapilot enables both the automation and visualization of operational procedures.
3. Exapilot is easy to configure and configuration changes can be done without high level programming knowledge.
4. Exapilot is separate from the DCS so it is easy for operators to try a variety of procedures while a process is operating in order to find the best procedure.
The start-up procedure for a vertical raw material mill is visualized in an Exapilot flowchart, and certain of the sub-procedures are automated. Operator workload is decreased and the mill operates smoothly and steadily without excessive vibration thanks to a re-examination of many settings, so maintenance work does not need to be carried out as frequently.
Important procedures during the start-up of the finishing mill that have a direct bearing on product quality can be configured in Exapilot. No procedures are missed, operator workload is reduced, and mill start-up can be completed in 20 percent less time. This is especially advantageous because the plant is operated at night to take advantage of cheaper electricity rates and workers on the night shift often have to perform the start-up and shutdown procedures.
A variety of procedures can be standardized to optimize an operation. To aid in the visualization of an operation, comments can be entered next to an Exapilot flowchart, transforming it into an instruction manual. The visualization of all operational procedures in flowcharts facilitates the review and improvement of all the know-how of the Omi cement plant’s most skilled operators. This enables the plant to continue to make further improvements in the automation of its operations and of course facilitates the transfer of important technical know-how.
Guangzhou Shinjin Cement Uses Low Cost DCS for Cement Plant Process Automation
While the larger and newer cement plants have adopted DCS in China, there are a number of older plants which need to modernize. According to Jianwei Xu an affordable upgrade has been possible using the ICP 1-700 series remote data acquisition modules, industrial compute and related 1/0 devices.
The system is divided into five sub-systems:
· Raw mill
· Vertical mill calcining
· Cement mill supervisor
· Rotary kiln
· Operation of distribution equipment and consumption
This latter system mainly inspects the operation of the transformers and large scale hosts.
The DCS systems were installed a decade ago and have proven to be both quickly responsive and reliable.
More information on this plant is found at:
http://www.icpdas-usa.com/documentation/Application%20Stories/LowCostDCS.pdf
FLSmidth Supplies Automation Systems
FLSmidth has the engineering expertise and capability to design and implement process control systems of every size, from local panels up to and including systems for total plant control. Many of FLSmidth's customers enhance the benefits they obtain from the company's expertise in process control and measurement by adding process optimization to their overall system.
The ECS® platform is based upon a multi-user/multi-function computer platform in which workstations are linked together on a plant-wide network. High data throughput and advanced modular software provide a total plant overview and control of a variety of linked processes.
ECS/ProcessExpert is a high-level control and optimization solution for complex process such as pyro processes. Control optimization is performed using the ECS/ProcessExpert advanced capabilities that are specifically tailored to meet the individual user requirements
The control and optimization system is based on the well-known industrial platform ECS (Expert Control & Supervision) system specially developed for supervisory control, monitoring and reporting functions.
Depending on the application type, advanced expert system techniques such as fuzzy-logic, neural-networks and Model-based Predictive Control are used in the ECS/Process Expert application modules to enable hybrid control schemes to meet the requirements of the specific process control issues. These modules will perform complex and steady evaluations of process conditions, and execute adequate control actions on a more frequent and reliable basis than human operators. Being an open tool-box, ECS/ProcessExpert allows the implement solutions to be specifically tailored to the needs of each plant by incorporating the best control knowledge of all. The ECS/ProcessExpert system will assist the operators on their control tasks on a 24-hour basis.
Siemens System Optimizes Cement Grinding
Sicement IT MCO (Mill Control Optimization) from Siemens, based on components from the advanced process control (APC) library of the Simatic PCS 7 control system. Using APC, even complex relationships between process parameters and plant variables can be described mathematically and used to control the plant automatically and flexibly.
In this case, a neural “soft sensor” records the process input variables and predicts the fineness of the cement leaving the ball mill. To reduce process deviations and to stabilize the grinding process, a model-based predictive controller (MPC) is used; this contains a complete model of the process dynamics with all interconnections. Together, the neural soft sensor and the MPC system provide accurate and responsive control of the complex grinding process.
----------
You can register for our free McIlvaine Newsletters at: http://www.mcilvainecompany.com/brochures/Free_Newsletter_Registration_Form.htm.
Bob McIlvaine
President
847 784 0012 ext 112
rmcilvaine@mcilvainecompany.com
www.mcilvaine@mcilvainecompany.com
191 Waukegan Road Suite 208 | Northfield | IL 60093
Ph: 847-784-0012 | Fax; 847-784-0061
Click here to un-subscribe from this mailing list
